Новые статьи
Станки для металлообработкиЗаказы на металлообработкуДрели по металлуМеталлургическая промышленностьМеталлургическое оборудованиеПрокатные станкиСтаночное оборудованиеСтаночные тискиПромышленные станкиПроизводители металлопрокатаГравировальные станкиШлифовальные станкиМеталлопрофиль для домаСтаночный алюминиевый профильПредприятия металлообработкиСтаночные приспособленияИзготовление и монтаж металлических конструкцийЗаводы металлических конструкцийМеталлические элементыОгнезащита металлических конструкцийДорожное металлическое ограждениеОкраска и покраска металлических изделийПроизводство металлических изделийРезка металлаСтанки плазменной резки металлаКузнечное оборудованиеЛитейное промышленное оборудованиеРейсмусовые станкиВертикально-фрезерные станкиКонсольно-фрезерные станкиТокарно-фрезерные станкиСверлильные станки для печатных платЛенточные шлифовальные станкиПрессовое оборудованиеМодели токарно-винторезных станковТокарно-винторезные станкиТочильные круги и камень для станковСтанки для заточки цепейФрезерные станки с ЧПУТокарные станки с ЧПУТокарно карусельные станкиТокарные станки ТВ 4Токарный станок тв 16Токарный станок универсал 2 и 3Токарный станок 16к20Токарный станок ТВ 320Другие статьиПолезные статьиАрхив статей
Как отличить сварные конструкции от художественной ковки?
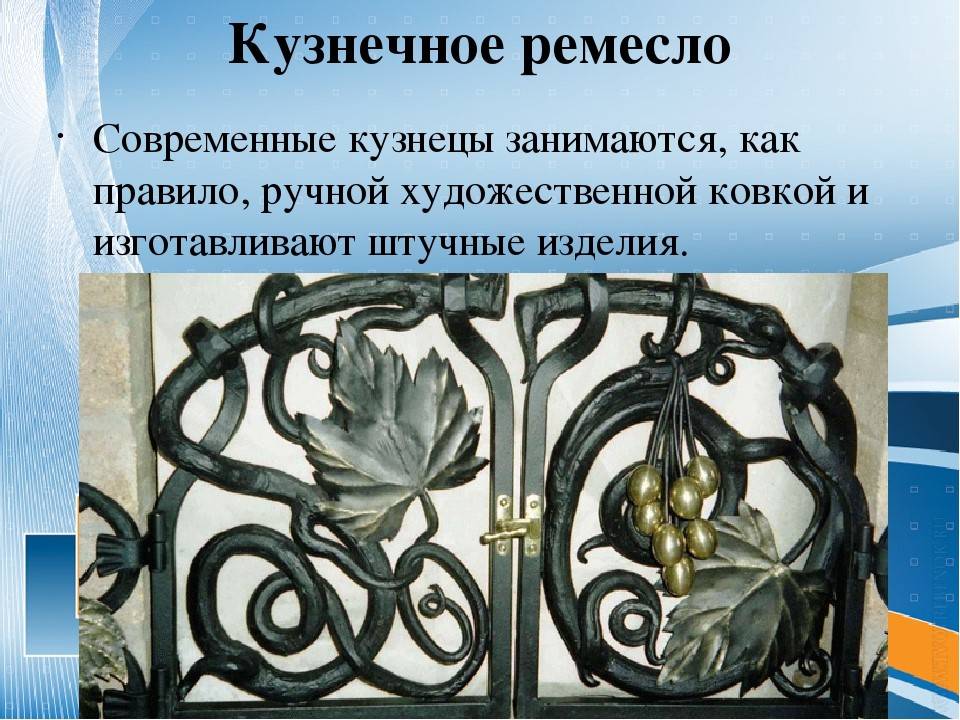
Дизайнеры при обустройстве жилищных пространств часто используют кованые изделия. Уникальные металлические предметы мебели и обихода придают домам индивидуальность. Они гармонично вписываются в любой интерьер и экстерьер. Порой изделие из ковки становится главным декоративным элементом помещения или приусадебного участка.
Но некоторые недобросовестные работники мастерских предлагают клиентам продукцию, соединенную методом сварки, выдавая ее за художественную ковку. Отличить подлинные художественные кованые изделия от сварных не сложно. В оформлении первых — обязательно присутствует хотя бы одна из перечисленных ниже деталей:
- гнутые или скрученные элементы;
- наконечники, листья или другие декоративные детали в орнаменте;
- коронки;
- элементы, соединенные хомутами.
Гибка
Гибка заготовок представляет из себя процесс, в котором происходит деформация заготовок по намеченному контуру.
Видео
Гибка заготовок представляет из себя процесс, в котором происходит деформация заготовок по намеченному контуру, причем внешние части заготовки растягиваются, а внутренние части – сжимаются. При этом происходит уменьшение площади поперечного сечения на определенное значение, которое называется “утяжина”.
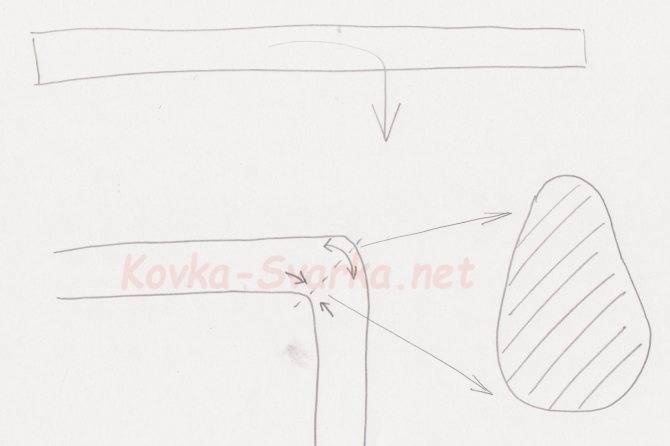
Если вы занимаетесь гибкой плоских заготовок, то изменения площади поперечного сечения будет незаметным. При гибке объемных заготовок, наоборот, происходит большая деформация форм и площади поперечного сечения, возможно появления трещин. Процесс гибки осуществляется на наковальне в холодном и горячем состоянии, используют специальные оправки, кондукторы, приспособления, станки и тиски. Плоские заготовки из пластичной стали гнут в холодном состоянии. Выделяют несколько основных приемов кузнечной гибки, которые зависят от поперечного сечения заготовки.
Ремонт и замена деталей кованых изделий
Само собой разумеется, что дублирование деталей должно выполняться из таких же материалов и тем же способом, что и оригинальная деталь. В идеале, если вы ремонтируете антикварную вещь, следует применять оригинальные технологии сварки, заклепочного соединения деталей, придания формы и пр., поэтому ремонт и замену деталей должен осуществлять мастер-профессионал. Однако, нередко поврежденную деталь убирать совсем нельзя. В таком случае применяются современные технологии.
Никакого особенного оборудования для электросварки деталей из ковкого железа не требуется, используется обычное оборудование, применяемое при сварке деталей из мягкой стали. Однако электроды для сварки мягкой стали или металлические электроды для дуговой сварки в среде инертного газа здесь не подойдут. Нужно использовать специальные электроды с антикоррозийными добавками. Нельзя забывать о том, что ковкое железо имеет пластинчатую структуру, поэтому сварочный шов должен заполнять стык полностью, по всей глубине. Присоединение дополнительных деталей к местам сварочных швов кованого изделия не бывает очень прочным. В таком случае, в качестве альтернативы можно использовать газовую сварку или пайку твёрдым припоем. Элементы, сильно разъеденные коррозией, структура которых еще не нарушилась, можно восстановить с помощью пудлингования.
Плоские и рельефные декоративные элементы кованых изделий обычно очень сложно прокрасить с обеих сторон, поэтому они быстрее подвергаются коррозии и требуют замены чаще, чем другие элементы. Долгое время на рынке металлов не было промышленного предложения материалов, пригодных для штамповочных работ. Нередко для штамповки использовали медь, но она легко гнется и плохо держит краску. Мягкая сталь тоже непригодна, поскольку ее очень быстро разъедает ржавчина, особенно если она прокатана в тонкий лист. Сейчас появилась возможность получать для штамповки листовое древесноугольное железо высшего качества посредством переработки железного лома.
Шлифование как способ резки металла
Шлифовальный метод для резки металлических деталей предусматривает использование различных абразивных кругов. Они состоят из мелких зерен, минерального происхождения, которые соединены друг с другом связкой.
 Шлифовальный станок Смарт с тремя шлифовальными барабанами
Шлифовальный станок Смарт с тремя шлифовальными барабанами
Техника резания сводится к следующему процессу: при движении абразивных насадок, острые грани срезают верхние слои металла и оставляют за собой гладкую выемку. Все движения осуществляются на очень большой скорости, иногда она достигает 3000 метров в одну минуту, для сравнения, при токарной обработке максимальная скорость составляет 30 метров.
Из-за высокой скорости и хаотичного расположения зерен получается очень мелкая стружка, которая разлетается во все стороны и на несколько метров. Эту особенность следует учитывать при организации безопасных условий работника.
Шлифовка позволяет добиться точных результатов резки, однако, при этом станок потребляет очень много электроэнергии, в 10 раз больше, чем, например, токарная установка. Еще одной особенностью шлифовки является высокая степень нагрева самой металлической детали, в некоторых случаях до 1000о. Это необходимо учитывать при обработке мягких металлов, таких как медь, олово, чугун и прочих, от действия шлифовального круга они могут попросту расплавиться.
Металлопластика
На первый взгляд, этот метод художественной обработки металла напоминает чеканку, но все же имеет ряд отличительных признаков:
 Металлопластику выполняют на очень тонких металлах до 0,5 мм
Металлопластику выполняют на очень тонких металлах до 0,5 мм
- во-первых, используется более тонкие листы металла – фольга, толщиной не более 0,5 мм, а для чеканки используют в основном от 0,5 до 1,5 мм.
- во-вторых, использование скульптурных инструментов – стеков, для чеканки используются молотки;
- в-третьих, технология металлопластики напоминает лепку, плавные линии и движения, а чеканка более грубые деформации в результате силы удара.
Металлопластика была придумана еще в средневековье, в России изделия, выполненные по этой технологии, вошли в моду в начале XX века. Способ металлообработки стал настолько популярен, что его ввели в учебную программу для школьников. С помощью металлопластики изготавливались рамы, иконостасы, нательные крестики и прочие украшения.
Для начала работы необходимо отжечь металл, оловянные листы не требуют отжига, цинковые достаточно нагреть один раз, а латунь, медь и жесть иногда нужно нагревать несколько раз. После отжига металл медленно охлаждается. Предварительно подготавливают эскиз – нарисованный на прозрачной бумаге рисунок будущего изделия.
Затем этот эскиз прикладывают к листу металла и специальным инструментом обводят, надавливая, таким образом, отпечатывается рельеф на фольге. Данная процедура повторяется с обеих сторон листа до тех пор, пока не получится нужная форма. Для удобства под низ заготовки подкладывается резина или другой мягкий, но упругий материал.
Интересные факты
Пик развития художественной ковки как отдельного искусства пришелся на 6-8 века н.э. Чтобы стать мастером, будущие кузнецы начинали обучение в раннем детстве. Вначале подмастерье только наблюдал и помогал кузнецу: подавал инструменты, следил за печью, подносил воду и дрова. Постепенно ученика допускали к простой работе: подготовке металла и ковке маленьких несложных элементов. Спустя 5-6 лет обучения молодой кузнец уже мог самостоятельно изготовить различные виды изделий: от дверных ручек до распашных кованых ворот.
Весь процесс ковки производился вручную. Опытный мастер мог определить тип металла, изучив слом изделия и тип выбиваемой искры. Температура тоже определялась по внешнему виду: ориентируясь на цвет раскаленной детали, мастер безошибочно определял, в какой момент она разогревается до требуемой температуры.
Особой популярностью пользовались кованые изделия, выполненные по индивидуальному заказу. В период с 13 по 15 век н. э. богатые вельможи любили украшать свои поместья коваными оградами, воротами, оконными решетками и различными предметами внутреннего интерьера. Многие изделия сохранились до наших времен, и являются культурным достижением нации.

Гефест — древнегреческий бог огня и кузнечного дела
История художественной ковки
Люди познакомились с металлом многие тысячи лет назад. Археологи повсеместно находят изделия из железа в местах, где жили древние цивилизации. На территории Ближнего Востока возраст таких находок достигает 5 тысяч лет. В Древнем мире металлические предметы имели сакральное значение и хранились в храмах.
Со времен обработка металла совершенствовалась, из него изготовляли орудия труда, оружие, украшения. Обрабатывали путем ковки, позже появились и другие способы. Искусство художественной ковки достигло больших высот в античности. Этот способ обработки пользовался популярностью и в Средние века.










Изделия, узоры и элементы, образцы, где купить
Покупка или самостоятельное изготовление станков позволит приступить к работе, производству различных элементов и изделий. С помощью технологии холодной ковки исполнители выпускают разнообразные декоративные детали, из которых возможно собрать предметы для интерьера, фасада зданий и ландшафтного дизайна. Фотографии изделий демонстрируют многообразие решений.
Холодная ковка и сварка
Сотрудники многих компаний реализуют проекты в сфере холодной ковки. Клиенты имеют возможность купить готовые элементы, чтобы изготовить практически любое изделие. Образцы предметов возможно увидеть на сайтах предприятий, которые представлены в разделе «Где купить изделия холодной ковки».
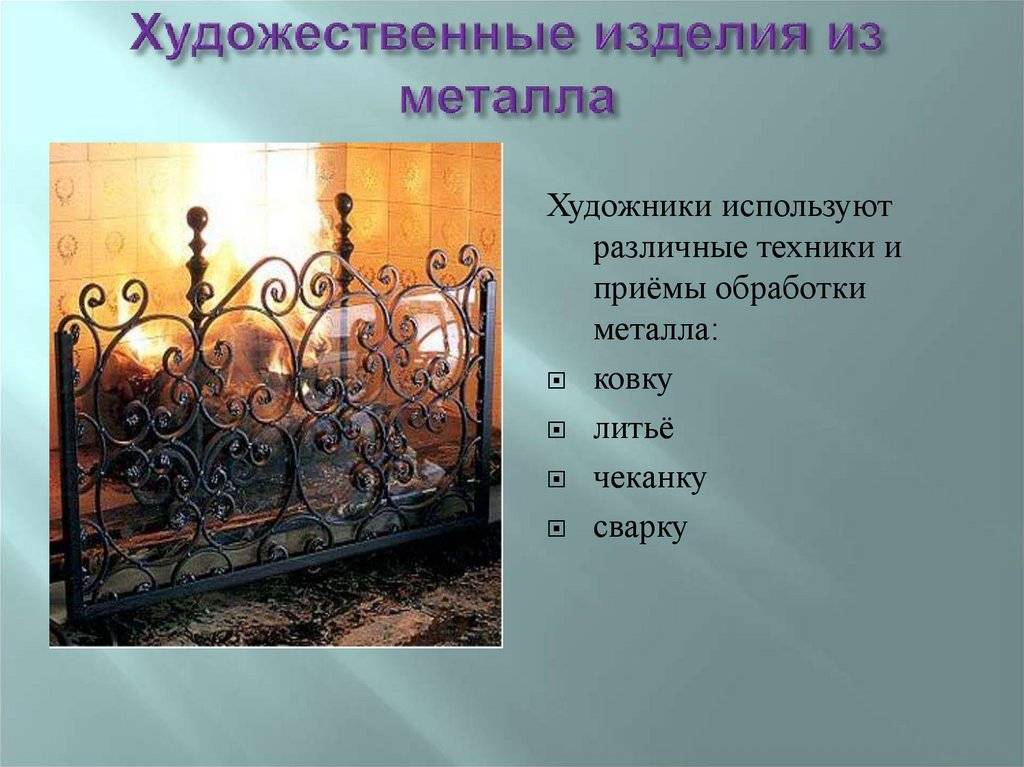
Художественная ковка металла
В результате обработки металла ковкой кузнецы получают предмет мебели или же обихода, который имеет художественную ценность.
Металлические изделия украшались орнаментом с давних времен. Древние кельты наносили узоры на доспехи, кинжалы, кубки. В Киевской Руси мастера изготавливали предметы, которые удивляли своей прочностью, надежностью и красотой. Обработка металла ковкой получила широкое распространение в ХVII-ХVIII веках. В то время оконные решетки, ограды парков, дворцов и особняков, двери храмов были украшены ажурными коваными элементами.
С развитием технологий в ХХ веке возрос спрос на изделия, изготавливаемые методом штамповки. Но интерес к художественной ковке не угас. В настоящее время многие владельцы частных домов, коттеджей, квартир украшают помещения и земельные участки оригинальными коваными элементами. Заказать высококачественные изделия можно у мастеров кузнечного дела дизайн-студии интерьеров «РублевЪ».
Прессование и волочение металлов

В металлургии, электротехнической и судостроительной промышленности широко используется обработка металла волочением. Этот способ предполагает протягивание прутков через отверстие с меньшими выходными размерами, чем исходное сечение прутка. Таким образом изготавливают тонкую проволоку диаметром до 0,002 мм, прутки диаметром до 100 мм, тонкостенные трубы. Данный метод подходит для обработки различных сталей и сплавов, любых цветных металлов (золота, серебра, меди, алюминия) и их сплавов. Благодаря изготовлению волочением изделий круглого и фасонного сечений удается добиваться высокой точности и чистоты, недостижимых при прокатке.
Обычно волочение осуществляют при комнатной температуре, когда пластическая деформация сопровождается наклепом. Последний, совместно с термической обработкой, позволяет улучшить механические свойства материала. Данная технология работы предполагает такие этапы:
- предварительный отжиг заготовок, позволяющий добиться мелкозернистой структуры металла и повысить его пластичность;
- травление заготовок в подогретом растворе серной кислоты, чтобы устранить окалину, провоцирующую повышенный износ матрицы;
- заострение концов заготовок в ковочных вальцах или под молотом для пропуска через отверстие матрицы и захвата клещами стана;
- волочение;
- отжиг для устранения наклепа;
- отделка готовой продукции, которая состоит из обрезки концов, правки, резки на мерные длины, пр.

Исходным материалом при волочении являются катаные и прессованные заготовки. Тогда как роль инструментов играют матрицы (волоки или фильеры), волочильные доски, кольца и оправки из инструментальных сталей и твердых сплавов. Для изготовления этим способом тончайшей проволоки выбирают алмазные волоки, обладающие повышенными твердостью и стойкостью.
Интересно о ковке металла
Интересный факт, одна из самых распространенных фамилий в мире произошла от кузнечного дела. Это Кузнецов в России, во Франции – Ферран, в Британии – Смит. Это говорит о распространенности этого ремесла по всему миру.

Кузнечное дело
Основой слова коварство, является глагол ковать. Дело в том, что многие народы и племена считали кузнечное дело малопонятным и покрытым тайной. Коварь (кузнец) изготавливает ковы, вяжет путы, так со временем существительное коварство обозначало мудрость, навыки, умение. Со временем, оно стало означать злобные планы и умыслы. Одновременно появились и словосочетания ковать свое счастье и ковать свою судьбу, носящие позитивный смысл.
Во время массовой унификации производства и применения такого оборудования, как прокатное, штамповочное, использование компьютерного управления практически вытеснило кузнечное дело из тяжелой индустрии, но оно осталось и пользуется популярностью и дизайнеров и специалистов по проектированию интерьеров. Современные кузнецы изготавливают продукцию, которая применяется при создании ограждений, лестниц, архитектурного оформления зданий и пр.
Но наш век, привел к тому, что проектирование кованых изделий выполняют на специальных конструкторских 3D программах, предназначенных для разработки деталей различного назначения.
Свободную ковку применяют ко множеству металлов. С помощью этой операции выполняют и предметы обихода, и предметы, представляющие собой художественную ценность. Кстати, этот способ обработки металла применяют и в ювелирном деле. В самом деле, самый ковкий металл – это золото. Оно обладает пластичностью, текучестью, тягучестью и многими другими свойствами, позволяющие получать из него бесценные изделия.

Ковка ювелирных изделий
Кованые изделия своими руками
Понятное дело, что кузнечное мастерство всегда было ремеслом элитарного характера для узкого круга мастеров, это удовольствие не из дешевых и не из простых. Помимо технического опыта нужно обладать художественным вкусом и чувством стиля.

Вместе с тем вместо классических молота и наковальни сегодня все чаще используются станки для художественной ковки. Они делают кузнечное ремесло более доступным, но опыта и, самое главное, кузнечного творческого таланта никто не отменял.
Хорошо развитое пространственное мышление, изобретательность, умение делать правильный выбор, быстрота действий и, конечно же, творческая фантазия – вот необходимый набор свойств мастера кузнечной ковки высокого полета, чтобы делать настоящие произведения кузнечного искусства.
К тому же горячая свободная ковка – тяжелая физическая работа, о чем обязательно нужно помнить, чтобы решить начинать свое кузнечное дело. И кузнечная мастерская по своим условиям очень далека от привычных офисных помещений.









Оборудование для художественной ковки в этом случая будет вполне доступным и недорогим: сварочный аппарат, болгарка, источник питания и электроды.
Памятка выбирающему заготовку
Грамотный выбор заготовки поможет свести к минимуму производственные издержки и получить вещь с нужными характеристиками при минимальных затратах на материалы и обеспечение производственного процесса.
Для создания детали подойдут разные виды получения заготовок. Рекомендуется выбирать вариант, максимально приближенный к конечному результату. Это поможет сократить потери материала и ускорить производственный цикл.
При выборе оборудования необходимо учитывать не только его производительность, но и рентабельность
Если нужно изготовить несколько десятков коленчатых валов для двигателя, то, делая выбор заготовки, стоит обратить внимание на изделия, кованные горячим методом, а если несколько тысяч – на штампованные
Также необходимо:
Учесть все особенности материала и выбрать производство с учетом выявленных характеристик. Раскрой латунных листов, проката из алюминия и некоторых видов цветных металлов хорошо проводить лазером, стальные сплавы менее требовательны к обработке и могут подвергаться разным типам резки. Сварка подходит для соединения однородных и разнородных по структуре элементов.
Оценить виды заготовок и способы их получения. Когда допускается несколько вариантов производства, выбирают более экономичный
Когда затраты примерно равны, выбор делают в пользу более производительного.
Обратить внимание на сложность конфигурации изделия. Штамповка позволяет получить простые формы, а создание полостей и отверстий при этом затруднено, поэтому потребуется дополнительная обработка
Нужно учесть, какую имеет металлообработка стоимость и включить дополнительные расходы в смету. Иногда более дорогостоящий метод, при котором заготовку почти не требуется обрабатывать, может оказаться выгоднее.
Рассчитать оптимальный размер припуска. Минимальный припуск должен позволять снять дефектный верхний слой (горка при литье, неровности при резке) без нарушения заданных параметров детали. Разные виды заготовок из металла имеют различную величину припуска. Иногда может потребоваться несколько операций, чтобы достичь требуемых размеров и формы.
Стоит также учитывать, что на стоимость производимого изделия влияет масса и сложность геометрии поверхности. Часто сильно повышает цену производства вес, ведь для тяжелой продукции требуется более мощное оборудование. При штамповке отмечается обратное: чем крупнее матрица, тем дешевле будет изделие. Это хорошо заметно при выпуске крупных партий.
В машиностроении чаще всего применяется литье. По сравнению с другими методами отливка позволяет получить продукцию любой конфигурации с точными формами. Вес отливаемого изделия может составлять от нескольких граммов до сотен килограммов. Отливки больших заготовок помогают удешевить производство за счет создания крупных форм и при этом получить продукт с точным соответствием заданным свойствам.
Понятие ковки металла
Говоря простым языком, ковка — обработка металла, нагретого до ковочной температуры. Принцип технологии построен на физических свойствах любого материала, имеющего температуру плавления. Но прежде, чем будет достигнут этот порог, структура вещества станет более мягкой.
Каждый металл имеет свою температуру, при достижении которой он становиться более мягким, а, значит, и более податливым для обработки путем ковки.

Однако, существует также технология металлообработки, когда заготовку не нагревают, а куют холодной. Такой прием позволяет получить не менее прочные изделия, без нагревания заготовка прессуется и изгибается.В таблице указаны пределы температур, при которых тот или иной металл можно ковать.
Базовые инструменты для холодной ковки в домашних условиях
Создание уникального изделия всегда начинается с расчетов материала и разработки подробного плана работы. Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко изгибаться.
Обратите внимание! Закаленные листы или прутья использовать нельзя. Под воздействием перепада температуры структура металла меняется, он становится хрупким и может сломаться под давлением.. Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом)
В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик
Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом). В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.
Элементы холодной ковки можно использовать для украшения лестницы.
Гнутик – базовый инструмент, применяется для изгибания прутьев под разными углами. Спиральные элементы холодной ковки закручиваются с помощью улитки. Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Станок твистер используют для скручивания прутьев по продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик применяется для работы сразу с несколькими прутьями. Они устанавливаются на оснастку и сгибаются путем вращения рычага.
Торсионы
Торсионное скручивание прутка без станка
Скручивать для художественной ковки прутья винтом можно вообще без станка, см. рис. справа. Чтобы заготовка не согнулась у коренного (зажатого в тисках) конца, под дальний от них конец направляющей трубы нужно подставить деревянный чурбак или что-то вроде него с V-образным вырезом вверху; трубу лучше прихватить к этой опоре хомутом, а подставку закрепить на верстаке. Труба должна быть короче заготовки и по внутри примерно в 1,5 раза шире ее наибольшего поперечника, т.к. заготовка при скручивании стягивается и раздается вширь.
Торсионный станок для холодной ковки позволяет увеличить производительность и улучшить качество получаемых деталей. Рабочее усилие в нем передается на опору в значительной степени, поэтому станина нужна прочная, в виде хребтовой рамы из двутавра от 100 мм или пары сваренных швеллеров того же размера; профтруба будет видимо деформироваться. На опорной поверхности станину нужно надежно закрепить с помощью приваренных к ее концам лап из того же профиля, поз. 1 на рис.
Самодельные торсионные станки для холодной ковки
Заготовка – квадратный пруток – удерживается оправками-патронами с гнездами также квадратного сечения; они видны там же на поз. 1. Т.к. пруток при скручивании сокращается по длине, патроны в шпинделе и задней бабке нужно надежно фиксировать винтовыми зажимами. По той же причине задняя бабка выполняется скользящей. Для возможности скручивания отдельных участков заготовки применяется также скользящий ограничитель со вставкой с квадратным отверстием.






Если требуется сделать только забор для себя или что-то меньшее, можно на скорую руку соорудить торсионный станок из лома и подручных материалов, поз. 2. На том и другом станке в принципе можно получать и филаменты, вложив в патроны пучок из 4-х прутков вдвое меньшего размера. Но не думайте, что хороший фонарь или корзинку вам удастся сделать, просто подпихивая рычагом заднюю бабку. Получится нечто вроде того, что на врезке в поз. 1 и 2. Кузнецы называют такие казусы словом общеизвестным, но в литературной речи не употребляемым. Ветви филамента при скрутке его в простом торсионном станке нужно разводить вширь ручным инструментом, что сложно и не обеспечивает должного качества работы.
Красивые филаменты (поз. 3) скручиваются на торсионных станках с закрепляемой задней бабкой и винтовой подачей шпинделя, поз. 4. А теперь вернемся ненадолго к рис. с видами станков в начале, к поз. 2 на нем. Видите штуковину, обозначенную зеленым восклицательным знаком? Это сменный шпиндель. В комплекте их 2: гладкий для спиральной крутки по длинной оси заготовки и винтовой для скручивания филаментов. В таком исполнении станину сваривают из пары швеллеров с продольным зазором, а к задней бабке приваривают башмак с резьбовым отверстием под стопорный винт. Башмак нужен с подошвой от 100х100, т.к. фиксация задней бабки в режиме филамента фрикционная и лишь отчасти заклиниванием: стопорный винт дает только начальное прижимное усилие.
Об электроприводе торсиона
Электропривод самодельного торсионного станка
Работа на торсионном станке с ручным приводом шпинделя утомительна. Но главное – стабильного качества изделий такого, как на поз. 3 рис. с торсионными станками, добиться еще труднее. Причина – руками сложно создать равномерный по кругу вращательный момент, как и любым другим рычажным приводом. Поэтому торсионный станок для холодной ковки как раз тот случай, когда применение электропривода оправдано несмотря ни на что. Лучший вариант из подручных материалов – полуось ведущего моста заднеприводного автомобиля с зубчатой парой от дифференциала оттуда же, см. рис. справа; не забудьте только о защитном кожухе! Мотор – на 1,5-3 кВт и не более чем на 900 об/мин. Возможны и другие варианты конструкции, см. напр. ролик:
Самодельное оборудование для холодной ковки
Станки можно изготовить самостоятельно. Начинающему мастеру в первую очередь следует обзавестись «улиткой», так как спирали и завитки являются наиболее востребованным декоративным элементом. Меняя радиус изгиба и число навивок, можно с помощью только этого станка создать множество красивых оригинальных изделий.
Что потребуется
Для холодной деформации стальных заготовок нужны большие усилия. Поэтому все компоненты станка должны быть прочными и массивными. Для их изготовления используют следующие материалы:
- Столешницу — лист толщиной от 10 мм.
- Гибочный рычаг — профилированную трубу сечением 40х25х3 (мм). Допускается применение изделия со стенкой в 2 мм.
Некоторые части невозможно изготовить на дому. Примеры:
- Станина и подвижный упор «гнутика». Материалом служит высокопрочная сталь, поэтому для изготовления нужны фрезерный и сверлильный станки.
- Центральный и обводной ролики «волны». Испытывают большие нагрузки, поэтому изготавливаются из инструментальной стали. Для ее обработки тоже требуется промышленное оборудование.
Такие детали следует заказать на производственном участке с хорошим парком металлообрабатывающих станков.
Изготовление станка
Приспособление «улитка» делают в следующей последовательности:
- Из листовой стали вырезают круглую столешницу.
- В центре приваривают ножку из толстостенной трубы с кронштейнами для крепления к полу. Для придания устойчивости ее можно усилить подкосами.
- Устанавливают гибочный рычаг. Одним концом его крепят к ножке так, чтобы оставалась возможность вращения. С другой стороны рычаг оснащают прижимными роликами на подшипниках.
- На столешнице крепят шаблон из толстой полосы. Он должен повторять форму будущей детали с небольшим допуском (определяется опытным путем). К шаблону приваривают штифты, а в столешнице под них сверлят отверстия. Такой способ фиксации позволит изготавливать элементы с разным радиусом закругления.
Крепление гибочного рычага к ножке станка можно выполнить 2 способами:
- С помощью подшипника. Это наилучший вариант, он обеспечивает легкое вращение.
- Посредством втулки, выполненной из трубы большего диаметра. Снизу наваривают поддерживающее кольцо. В этом случае вращение рычага потребует больших усилий, но при наличии смазки операция будет доступна даже человеку средней комплекции.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
 Внешний вид приспособления
Внешний вид приспособления
На видео работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
 Шаблон
Шаблон
Методы получения
Изготовление поковок – довольно сложный технологический процесс. Существует два метода получения заготовок:
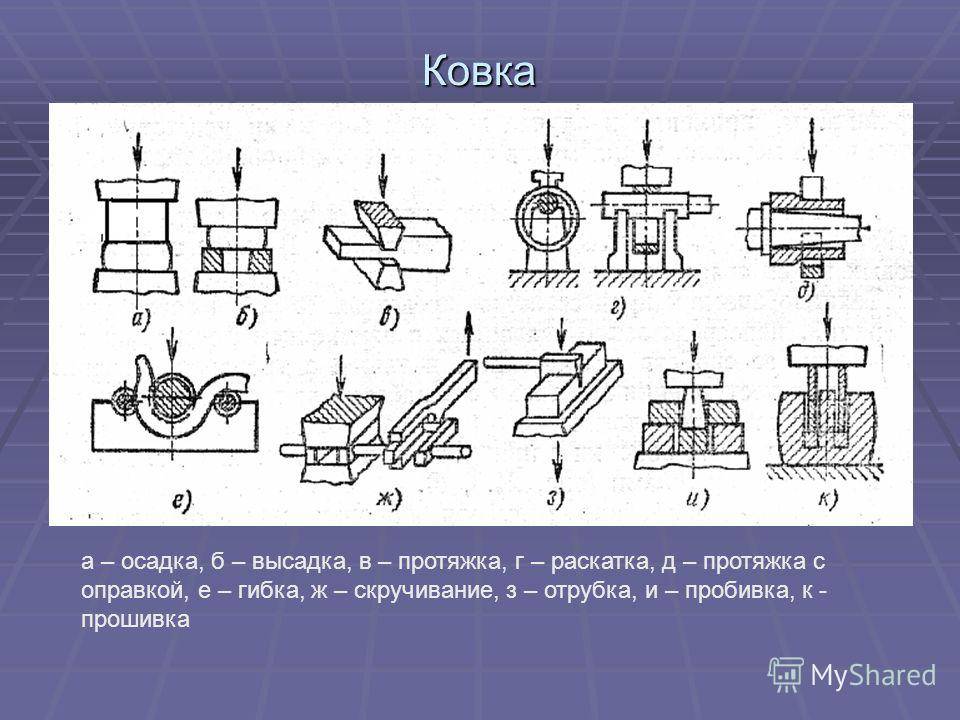
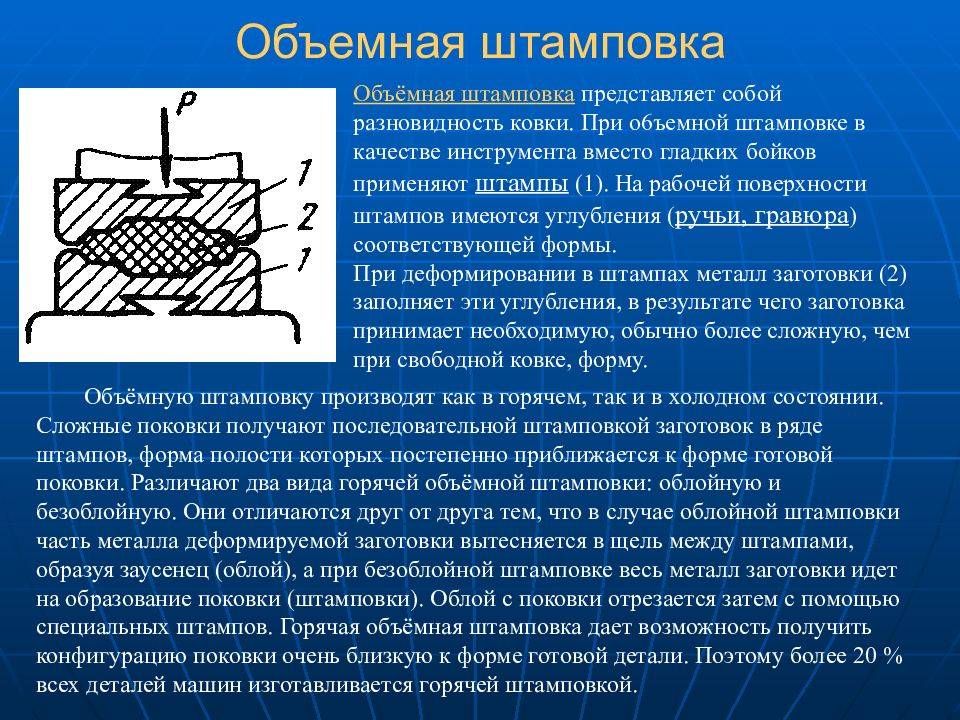
- Ковка. Данный способ производства поковок характеризуется предварительным нагревом металла до пластичного состояния. После этого заготовке придают нужную форму с помощью ударной нагрузки молота или пресса. Особенностью процесса является свободное положение заготовки при обработке. Поковки, полученные методом ковки, отличаются высоким припуском под обработку. Этот показатель практически в 2 раза превышает аналогичный для штампованных изделий. Гибка, вытяжка и волочение также являются разновидностями ковки.
- Штамповка. Главную роль в производственном процессе играет специальная оснастка, которая называется штампом. Матрица воздействует на заготовку с большим давлением. Ее форма полностью повторяет контуры готового изделия. Функцию силового элемента выполняет пуансон. Производственный процесс может протекать как в холодном, так и горячем режиме. Метод отличается высокой производительностью. Для обслуживания оборудования не нужны работники высокой квалификации. По сравнению с ковкой готовое изделие обладает более точными размерами и меньшей шероховатостью поверхности. Единственный недостаток штамповки заключается в высокой стоимости оборудования. Его целесообразно использовать лишь при массовом производстве.