Использование готовых форм из металла
Использование уже готовых металлических форм для пенобетона значительно облегчает процесс строительства, потому что не нужно будет тратить время на изготовление своей формы. Но в этом случае нужно учитывать то, что придется потратить некоторые средства на покупку.

При применении стандартной формы получаются блоки определенных размеров – 300х600х200 мм, для их корректировки с целью получения блоков специальных конструкций используются ленточнопильные машины.
Перед началом использования форм их смазывают специальным составом, не содержащим масла.
Применение готовых металлических форм имеет свои преимущества:
- Простая их разборка позволяет быстро извлекать готовые блоки.
- Благодаря точным геометрическим формам изготовленные блоки получаются ровные и одинаковые.
- Металлические конструкции имеют разборно-сборную систему, поэтому при транспортировке не занимают много места.
- Формы из металла отличаются долговечностью.
- В форму происходит одновременная заливка тридцати блоков, на что требуется пенобетона в количестве 1,08м³.
Формы для пеноблоков своими руками
Формовочная емкость может быть изготовлена из любого
материала: фанеры, металла, пластика. Главное требование, материал не должен
деформироваться в процессе заливки раствора.
Изготовление формы предполагает прохождение двух этапов:
- расчет формы для пенобетона;
- изготовление формы для пенобетона.
Как правильно рассчитать размер формы для пеноблоков?
Строительные блоки (стеновые) обычно производятся в таком
соотношении (пропорции) длина : ширина : высота – 4 : 2 : 1. Такое соотношение
является оптимальным, поскольку позволяет выполнить перевязку рядов кладки без
подрезки блоков. Таким образом, если глубина формы 150 мм, то ее ширина и длина
будут соответственно равна 300 и 600 мм.
Для частного производства пенобетонных блоков, целесообразно
использовать форму, позволяющую одновременно изготавливать до 30 пеноблоков.
Обратите внимание, длина формы будет длиннее, чем суммарная
длина блоков. Это обусловлено тем, что перегородки в форме имеют определенную
толщину
Примечание. Лучше устанавливать перегородки таким образом,
чтобы плоскость наибольшей площади оказалась сверху. Таким образом,
обеспечивается более быстрое высыхание блока и равномерный набор прочности
пенобетона. По этой же причине не рекомендуется делать многоуровневые формы.
Как сделать формы для пеноблоков своими руками?
Процесс изготовления формы начинается с устройства дна. К
нему жестко крепятся боковые стенки и устанавливаются разъемные внутренние
перегородки.
Мастера советуют делать форму для пенобетонных блоков
разборной. Такой прием позволит варьировать размеры блоков. По этой же причине
перегородочные пластины не следует сваривать между собой. Лучше сделать в них
разрезы до половины ширины и соединить через них.
Если используется фанера в качестве материала для
изготовления опалубки, то нужно крепить перегородки гвоздями. Уголки, распорки и
т.п. отпечатаются на готовом блоке. Это не нанесет ему вреда, но и красоты не
прибавит.
Совет. Лучше применять ламинированную фанеру.
Схема-чертеж формы для пеноблоков и внешний вид показаны на
рисунках.
Схема-чертеж формы для пеноблоковСхема-чертеж формы для пеноблоков (размеры элементов опалубки)Металлическая опалубка (форма) для производства пеноблоковСборка формы для производства пеноблоков
Преимуществом самодельной формы является возможность
получения пеноблоков нестандартной длины или конфигурации.
Примечание. При изготовлении формы из фанеры, перед заполнением
бетоном ее нужно затянуть прочной пленкой. В противном случае, фанера потянет
влагу из сырого раствора, что повлечет деформирование формы и искажение
характеристик пенобетона. Использование пленки упрощает также процесс
расформовки блоков.
Литьевая технология пеноблоков

Литьевая технология пеноблоков
Технология пеноблоков — описание
В литьевой технологии пеноблоков пенобетонная смесь разливается в металлические кассетные формы пенобетона с заданными размерами ячеек.
Форма пенобетона состоит из поддона, 4-х откидных бортов, замков и разделительных перегородок. Заливкапенобетона в формы производится без вибрации с последующим разравниванием поверхности металлической линейкой.
Заполненные формы пенобетоном, выдерживаются в естественных условиях до двое суток для набора начальной прочности пенобетона, которая позволит осуществить распалубку с извлечением блоков.
Распалубка формы пенобетона производится поэтапно: выбивание замков, откидывание бортов, извлечение разделительных перегородок с помощью механических средств, снятие вручную готовых блоков и складирование на деревянный поддон.
Технология пеноблоков — пример
Рассмотрим на примере производства пеноблоков 10 куб.м. в сутки по литьевой технологии пеноблоков.
Кассетная форма пенобетона обеспечивает изготовление 28 пеноблоков 200*300*600 мм, состоит из поддона, 4-х откидных бортов, 4-х замков, 9-ти разделительных перегородок и имеет:

Форма для производства пеноблоков
- габаритные размеры формы : 1650*1450*815 мм,
- масса 1380 кг,
- объём 1 куб.м ,
- время для очистки поддона, бортов и перегородок — 20 мин./1 чел.
- время для сборки — 25 мин./2 чел.
- время для протирки смазкой — 20 мин./1чел.
- время для распалубки — 30 мин./2 чел.
- время для снятия блоков — 30 мин./2 чел.
- цена около 50 тыс. руб.
Для производства пеноблоков 10 куб.м в сутки по литьевой технологии пеноблоков необходимо иметь 2 комплекта по 10 форм.
Поясним:
| 1 ДЕНЬ | 2 ДЕНЬ | 3 ДЕНЬ | |
|---|---|---|---|
| 1-ый комплект |
|
| |
| 2-ой комплект |
| ||
| Производительность | 10 куб. м. | 10 куб.м. | 10 куб.м. |
— Затраты на покупку 20 форм составят: 1 000 000 руб.
— Каждый пенобетонный блок в сыром виде (плотности 600 кг/м3 ) весит 23 кг.,
— 10 м3 = 280 блоков общим весом 6500 кг необходимо аккуратно снять вручную с металлических поддонов и перенести на склад.








Возникает вопрос:
Сколько необходимо рабочих и площади для данного производства по литьевой технологии пеноблоков?Ответ: Минимум 8-10 рабочих и 600 кв.м. полезной площади.
Литьевая технология пеноблоков — недостатки
1. Основными недостатками литьевой технологии пеноблоков являются:
- неоднородность получаемых блоков по плотности и прочности;
- расхождение блоков по геометрическим размерам + 5 мм, (особенно по высоте) и различным качеством поверхностей;
- сложность в самостоятельном изготовлении форм. Для производства пеноблоков с другими размерами требуется приобретение других металлических форм пенобетона.
2. Литьевая технология пеноблоков требует:
- больших площадей и объёмов для размещения оборудования;
- трудоемкость и большого количества ручных операций,
- многочисленного обслуживающего персонала,
- металлоемкость производства пеноблоков.
Всё это увеличивает себестоимость готовой продукции и усложняет перспективы в увеличении производительности , а следовательно в получении дополнительных доходов. Поэтому многие отечественные фирмы перешли нарезательную технологию пеноблоков, производство которое обеспечивает более высокий уровень механизации и производительности.
Плюсы и минусы домов из пеноблоков
Чтобы построить дом из пеноблоков, нужно обращать внимание на технологию и особенности материала
- К плюсам постройки можно будет отметить крайне малые сроки строительства, фактически, при условии возможности свайного фундамента реальные сроки составят 1-2 месяца.
- Дома из пеноблоков экологичны (не токсичный материал);
- Малый вес конструкций позволяет строить облегченный фундамент;
- Стоимость, в которую обходится дачный дом из пеноблоков: цена (по сравнению с деревом, дом аналогичной площади) выйдет в 2-3 раза дешевле;
- Блоки не гниют, меньше подвержены механическим повреждениям со стороны грызунов или насекомых;
- это здания долгожители. С рок службы дома из пеноблоков точно не менее 50 лет – некоторые дома без проведения капитального ремонта стоят еще с 70-х годов.
- Большое разнообразие архитектурных решений

Из пеноблоков можно возводить дома с эркерами и подобными архитектурными элементамиИсточник 1beton.info
Недостатки пеноблочных домов:
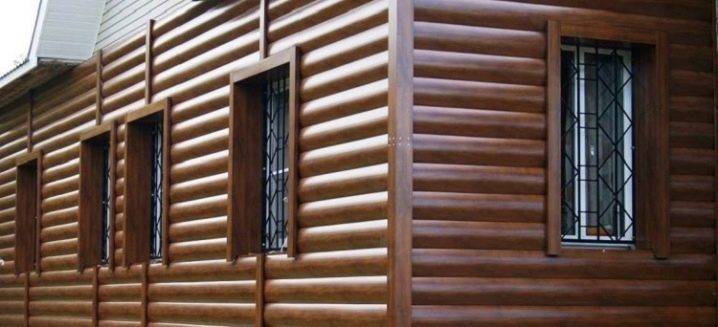
- Довольно специфичный выбор материалов для внутренней и внешней отделки, не все подходят;
- В полученный дом будет сложно вкрутить саморезы из-за ячеистой структуры материала;
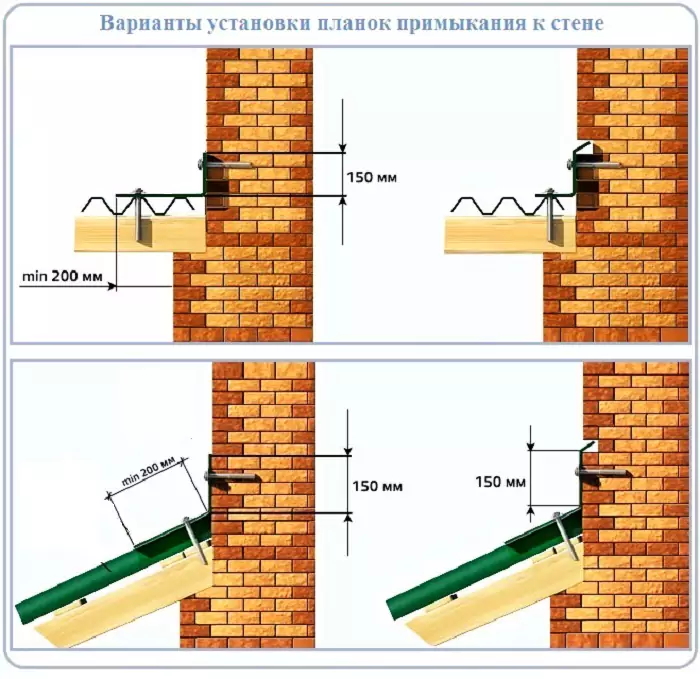
- Повышенные требования к изоляции от влаги (дом обязательно должен быть облицован сразу после постройки);
Разновидности установок
Бизнес по производству пеноблоков считается одним из самых быстроокупаемых. В стоимость продукции, помимо прочего, включают затраты на оборудование. К его выбору нужно подойти со всей ответственностью, существующие разновидности отличаются производительностью и качеством полученной продукции.
Мобильные
Этот тип оборудования можно приобрести по частям или в полном комплекте. Готовый вариант предпочтительнее, с ним проще работать и можно быстрее ввести в эксплуатацию. Состоит мобильная установка из следующих деталей:
- Виброгрохот. Просеивает сырье, удаляет мусор.
- Устройство для подачи сырья. Передает в главный отсек песок, цемент.
- Дозатор воды.
- Смеситель.
- Баросмеситель (редко встречается пеногенератор).
- Компрессор.
- Шланг. Выводит готовый материал.
Плюсы мобильных установок:
- простота и удобство в эксплуатации;
- недорогое обслуживание;
- низкая стоимость;
- нет деталей, работающих под давлением (а значит лицензия на выпуск материала не требуется);
- сравнительно легкая по весу конструкция, можно перемещать при необходимости.
Минусы
- быстро расходуется пенообразователь;
- блоки получаются меньшей прочностью, чем созданные на более профессиональном оборудовании.
Выработка мобильной установки: 24-72 м.куб/сутки.

Какие машины пользуются спросом:
- Санни от «Строй Бетон».
- Метем от ГК Метем.
- Robus 500MS от Предприятия РОБУС.
Для тех, кто не собирается открывать завод или крупный цех по созданию пенобетона, можно выбрать б/у установки, которые в цене будут дешевле в несколько раз.
Видео-обзор мобильной установки для производства пеноблока «БАС-130»:
Стационарные
Установки отличаются более серьезной конструкцией, из-за этого их цена может показаться высокой.
Составные части:
- бетономешалка;
- пеногенератор;
- средства для подачи бетона;
- формы для готового продукта;
- оборудование для выдержки пеноблоков;
- аппарат для резки.
Преимущества:
- производительность существенно выше;
- качество готового продукта лучше;
- расход пенообразователя ниже;
- себестоимость пеноблоков ниже.
Недостатки: высокая стоимость оборудования.

Стационарные установки требуют наличия просторного помещения. Применяются для массового производства пенобетона. Средняя производительность 40-100 м.куб/сутки.
Бывает готовая единая конструкция или сборная. Перед покупкой необходимо выбрать и подготовить помещение для устройства производственного цеха (если ранее в нем никогда подобные работы не проводились).
Есть несколько важных условий:
- минимизация ручного труда (положительно влияет на качество готового продукта);
- размещение оборудования должно быть максимально компактным, без больших расстояний между частями установки;
- доступ воды в цех должен происходить без перебоев;
- наличие кран-балки;
- отдельное место для пропарочной камеры;
- оборудование для выдержки имеет укромное место, сухое и без сквозняков.
Популярная марка стационарных установок – Метем от ГК Метем.
Перед заказом оборудования нужно составить план помещения и определиться с размещением в конкретных условиях. Потребуется лицензия.
Автоматические
Высококлассное оборудование, используется на заводах по производству пеноблоков. Минимизируют участие ручного труда, качество готовой продукции существенно лучше. Организация автоматического производства требует подготовки:
- наличие цементного склада с системой дозации;
- создание хранилища для песка;
- место для линии распределения компонентов для последующей их передачи в оборудование;
- площадь для производственной линии;
- участок, где проходит резка и хранение готовых пеноблоков.
Преимущества:
- самая большая производительность;
- процесс полностью автоматизирован, рабочей силы требуется минимум;
- автоматизация позволяет снизить себестоимость готовой продукции, продажи повышаются.
Недостатки:
- дороговизна оборудования;
- необходимость в объемных площадях для установки.

Организация автоматического производства потребует немалых затрат на первом этапе, окупятся они в лучшем случае в течение года.
Какое оборудование пользуется популярностью:
- Фомм-ПУСК от «Строй–Бетон».
- FC100WM от НПК FCI технологий.
- Старт (полуавтомат) и Метем-АЗП от ГК Метем.
Возможные сложности и ошибки
В процессе производства могут возникнуть ошибки, которых желательно избежать, так как они влияют на качество промышленного продукта, особенно при его создании в домашних условиях:
- Неправильно подобранная марка цемента для раствора. Самой лучшей маркой для газобетона считается М400 и М500. Допускается использование М300 только для производства изделий, которые будут использоваться в качестве теплоизоляционного материала или перегородочных стен.
- Покупка некачественных компонентов для создания сухой смеси раствора. Приобретать материалы лучше всего у проверенных поставщиков, с наличием сертификата качества на товар, предоставления гарантии, инструкции и обязательной маркировки.
- Несоблюдение последовательности перемешивания состава, что может плохо сказаться на образовании ячеистости. Согласно технологии, в подогретую воду засыпают все компоненты, кроме газообразователя, смешивая их непрерывно в течение заданного времени. Алюминиевый порошок (сухую пасту) добавляют в конце, смешивая его с общей смесью в течение 30 с.
- Проведение работы на сквозняке. Залитый раствор с газообразователями и пластификаторами может опуститься в форме, поэтому внутренняя вентиляция должна исключать сквозняки.
- Несоблюдение температурного режима в помещении (ниже 20°С), в процессе нагревания воды в бойлере (меньше 40°С) и при поддержке работы автоклава (норма – 60°С), способна привести к растрескиванию изделия. На производственной конвейерной или стационарной линии есть температурные регуляторы, так что поддерживать температуру легко.
- Снятие формы раньше положенного времени. Это может привести к деформации искусственного камня и потере заданного размера (а также затраченного времени на создание продукта). Независимо от способа создания газоблока (автоклавного, неавтоклавного), опытные специалисты рекомендуют снимать форму после 7-10 часов застывания.
В процессе работы нужно соблюдать технологию производства, согласно перечню ГОСТов, и тогда затраченное время и средства будут максимально эффективными, а получившийся промышленный продукт выполнит предназначенную ему роль в строительстве.
Основной используемый ГОСТ при производстве ячеистого бетона — 31357-2007, а также СН 277-80.
Планируем изготовить пеноблоки своими руками – выбираем способ изготовления
Используются различные технологии приготовления пенобетонной смеси на основе песка и цемента:
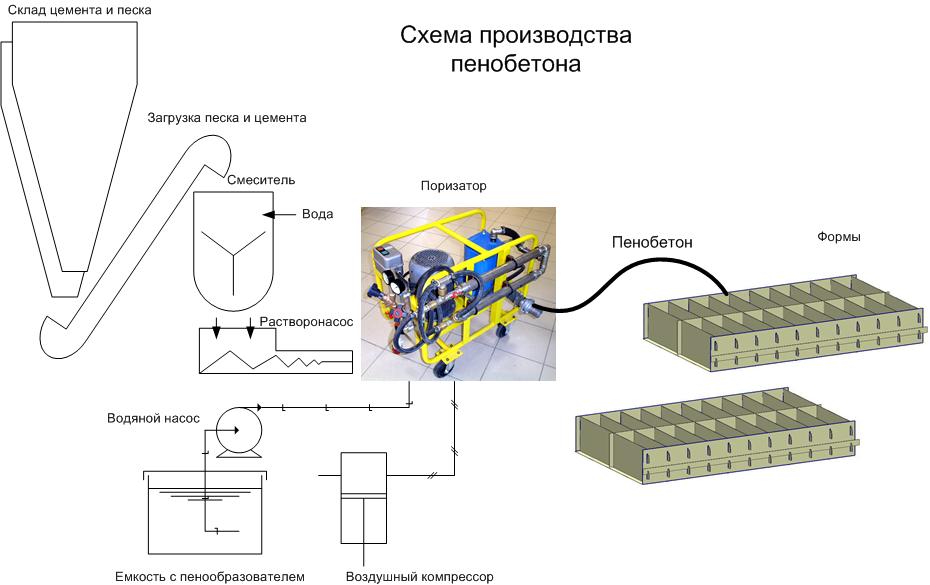
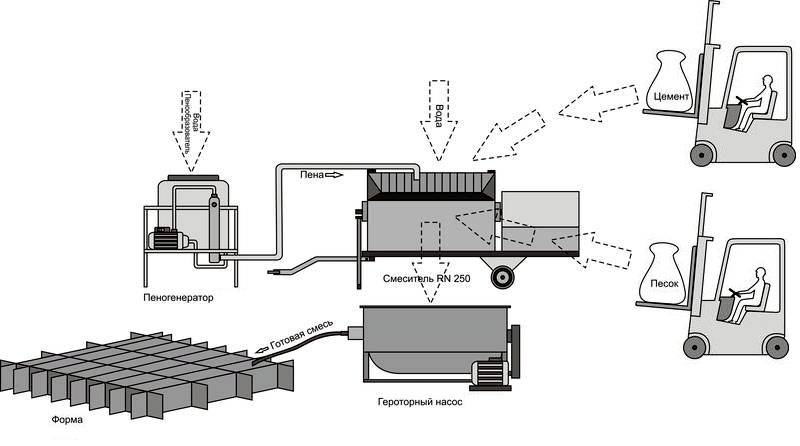
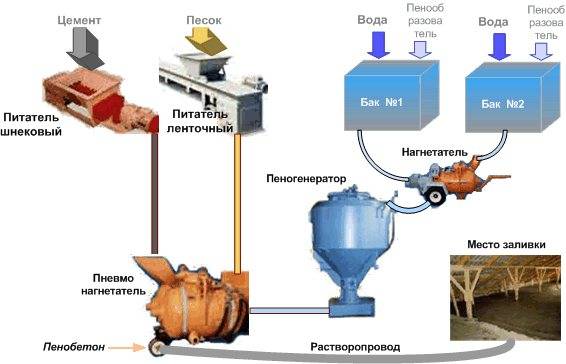
- Классическая. Для изготовления пеноблоков своими силами необходимо самостоятельно сделать пеногенератор или использовать покупной агрегат. Пеногенераторная установка направляет по магистралям состав в предварительно подготовленный раствор, включающий цемент, песок и воду. Рабочая смесь, смешанная с помощью бетоносмесителя с пенообразующим компонентом, подается для заливки в специальные формы. Их внутренние размеры соответствуют габаритам готовой продукции. Раствор твердеет в ходе гидратации портландцемента с образованием внутри пенобетонного массива воздушных ячеек. Процесс набора твердости осуществляется в условиях естественной температуры окружающего воздуха.
- Поризационная. Процесс производства пенобетона по поризационной технологии осуществляется с использованием специального устройства, называемого поризатором. Агрегат осуществляет введение сухих ингредиентов в пенообразователь, подаваемый под напором. Песчано-цементные частицы оседают на поверхности пенистых пузырей с образованием рабочего пеноматериала. Подготовленная смесь под напором подается по трубам на рабочий участок. Среди профессиональных строителей указанный технологический прием известен как сухой способ минерализации. Поризационная технология получила распространение в промышленном строительстве для непрерывной подачи пенобетонного раствора.
Для самостоятельного изготовления пенобетонных блоков наиболее распространена классическая технология с использованием пеногенератора.

Мастер может сам получить высококачественную пену, затратив на изготовление устройства минимум денег
Из чего делают блоки – готовим необходимые материалы
Независимо от марки изготавливаемого пенобетона, в состав смеси входят следующие ингредиенты:
вяжущее вещество, в качестве которого используется портландцемент марки М400 или М500. С возрастанием марки применяемого цемента улучшаются эксплуатационные свойства вспененного композита;
заполнитель в виде гранулированного керамзита или мелкофракционного песка. Применение вместо песка керамзитных гранул повышает теплоизоляционные характеристики пенобетона;
покупной или самостоятельно приготовленный пенообразователь








Важно хранить пенообразователь не более 20 дней с момента приготовления при температуре до 25 градусов Цельсия;
вода, подогретая до температуры 20-24 градусов Цельсия. Количество добавляемой воды определяется путем выполнения расчетов, соблюдая соотношение цемента и воды 5:2.
Для изготовления десяти кубических метров пенобетонной смеси потребуется:
- портландцемент в количестве 3,2 т;
- просеянный песок 2 т;
- пенообразователь в объеме 10-15 л;
- вода – 1,3 т.
Применение качественных компонентов, а также соблюдение рецептуры и технологии гарантирует рабочие характеристики пенобетона.
Перед тем, как как сделать пеноблоки в домашних условиях, следует ознакомиться с пропорциями для его изготовления
Инструмент, приспособления и оборудование для производства пеноблоков
В состав линии для изготовления пенобетона своими силами входит следующее оборудование:
- бытовая бетономешалка;
- пеногенерирующий агрегат;
- компрессорная установка;
- механический сепаратор;
- устройство для дозировки воды;
- соединительные трубы.
Также потребуются формовочные ящики для заполнения пенобетонным раствором. Не забудьте подготовить лопаты и ведра для подачи сырья в бетоносмеситель. При увеличенных объемах производства потребуется погрузчик или шнековый транспортер, ускоряющий подачу исходного сырья. Сегодня предлагаются мобильные установки для производства пенобетона в домашних условиях, которые можно недорого арендовать. Комплектность и мощность применяемого оборудования зависит от предполагаемых объемов производства.
Инструкция по изготовлению
Чтобы сделать самому пенобетон в домашних условиях, следует изучить особенности технологического процесса, распространённые ошибки и способы их устранения. Кроме того, потребуется найти оптимальный рецепт для изготовления блоков под конкретный проект. После подготовки можно приступать к поэтапному производству изделий, точно соблюдая инструкцию.
Технология приготовления раствора

Особенность технологии производства пенобетона заключается в подготовке цементной смеси перед работой. Способ создания аналогичен методу изготовления классического раствора бетона. В качестве основы необходимо взять марку М400 или 500.
Песке должны отсутствовать посторонние примеси или добавки. Растворителем компонентов является простая вода, которую можно взять из центрального водопровода. В готовую смесь добавляется пена, для создания которой используется пеногенератор. После добавления пены процесс замеса не должен превышать 2,5 минут – в противном случае нарушается структура.
Разливка и сушка

Следующий этап изготовления пенобетона – разливка консистенции в подготовленные формы. Перед работой ёмкости смазываются специальным раствором, облегчающий процесс выемки готового продукта. Данная методика называется «литьевая», но также существует технология резки.
Порядок действий:
- Подготовленную смесь залейте в форму и утрамбуйте путём лёгкого простукивания по бокам или штыкованием. Это позволит равномерно распределить смесь, нивелировав образование пустот, которые негативно сказываются на характеристиках изделия. Число ячеек подбирается в индивидуальном формате. Для домашнего производства рекомендуется делать 40 штук в одном блоке. Это оптимальное количество для бесперебойной работы, когда за время установки первой партии подготавливается следующая.
- Спустя 24 часа раствор затвердевает настолько, что формочки можно разбивать. Затем они заливаются новой пенобетонной смесью.
- Готовые блоки оставляют досыхать на поддонах, прежде чем запускать их в строительство или отправлять на хранение. Продолжительность сушки может достигать 48 часов.
Валера
Голос строительного гуру
Задать вопрос
Литьевой способ наделён недостатками, например, есть риск деформировать изделие во время изъятия. Монтаж конструкции с искривлённой геометрией затруднителен, а низкокачественные блоки снижают прочность здания. Однако технология резки считается затратной, а для работы требуется профессиональное оборудование
Использовать литьевой метод экономически целесообразно и если действовать осторожно, можно получить качественные пенобетонные блоки
Метод пеногенерации
В первой половине 20-го века инженером Байером был изобрел новый метод производства пенобетона, который отличался от баротехнологии тем, что пена продукции подготавливалась отдельно. В производстве пенобетона методом пеногенерации различаются две стадии:приготовление пены при помощи пеногенератора и минерализация полученной пены с цементом и песком. В получении пенобетона с применением пеногенератора основные компоненты замешиваются в правильной дозировке, а процесс не придерживается принципа изменения водоцементного соотношения. Благодаря этому, изделия из пенобетона на выходе отличаются своей технологичностью. Главный элемент – пеногенератор, в данной технологии используется для получения мелкопористой пены из смеси воздуха, воды и пенообразователя. Последний применяется 20-30%-ой экономией. При этом, несмотря на масштабы производства, необходима полная комплектация линии современным и качественным оборудованием, что станет гарантией высокой надежности полученной продукции, а также длительного срока службы.
Вот как происходит производство пенобетона методом пеногенератора. В смеситель вводятся такие точно дозированные сыпучие компоненты, как цемент и песок, иногда в качестве заполнителя можно добавить золу-уноса. При подмене песка на последний компонент, у пеноблоков значительно уменьшается теплопроводность, что, в свою очередь повышает теплосбережение здания. Необходимо знать, что те продавцы, для которых прибыль важнее, чем качество получаемой продукции, при производстве пеноблоков используют минпорошок и золу-уноса в качестве весовой добавки. Стоимость этих компонентов намного меньше стоимости цемента.
После добавления компонентов в смеситель и их смешивание, в пеногенератор подводится сжатый воздух от компрессора. При этом персонал должен постоянно регулировать подачу рабочего пенообразователя и сжатого воздуха, от чего зависит качество пены на выходе. Этот процесс ничем не отличается от производства бетона. После приготовления техническая пена подается в специально изготовленный смеситель – пенобетоносмеситель, частота оборотов которого не более 300 об/мин. Этот этап производиться очень аккуратно без разрушения полученной пены. Затем вводиться цемент и песок. Этот процесс называется технологией «сухой минерализации». А при «мокрой минерализации» пена подается в предварительно приготовленный раствор цемента и песка. Благодаря полному контролируемому процессу активного смешивания пены с цементно-песчаным раствором, производство пеноблоков производится на более качественном уровне.
Достоинства и недостатки метода пеногенерации
Далее приведем некоторые недостатки и достоинства в пеногенераторном процессе производства пенобетона. Данный метод производства отличается достаточно высокой себестоимостью, когда в производстве используется дорогостоящее оборудование и на единицу готовой продукции уходит больше времени. Параллельно этому повышается также стоимость производимых пеноблоков. То есть более высокая цена продукции вытекает из высокой себестоимости производства.
Плюсами производства пеноблоков с помощью пеногенератора является более качественный массив пеноблока. Применение заранее приготовленной пены помогает производить изделие на выходе с правильной структурой, тем самым избегая появления крупных воздушных пор и стремясь к получению более высокой и равномерной прочности.
Нельзя не отметить высокую экологичность в производстве таких пеноблоков, где используются экологически чистые пенообразователи. Их использование в строительстве домов становиться залогом здоровья их будущих жителей.
Обобщая вышеназванные качества “пеногенераторной” технологии, можно сказать, что этот метод скорее “за” потребителя, а производители, в свою очередь стараются его не выбирать. Баротехнология им намного выгоднее и не требует больших вложений.
Формы для производства пеноблоков
При изготовлении форм своими руками нет универсальных рецептов: каждый делает их немножко по-своему, под себя
По конструкции формы могут быть неразъемными и разъемными, одноместными и многоместными. Одноместные, в основном, используются для изготовления пенобетонного массива, который после сушки подвергается распилу.
Формы для пеноблоков, чертежи которых можно найти в специальной литературе или в интернете, могут изготавливаться из металла, пластика или фанеры. Для домашнего изготовления пеноблоков чаще всего используют неразъемные формы. Форма для пеноблоков цена ее и эксплуатационные качества зависят во многом от типа материала, используемого для изготовления.
Формы из фанеры
Такие формы обычно имеют металлический каркас, который придает форме необходимую жесткость. Главным достоинством фанерной формы является ее невысокая цена и простота изготовления. Эти формы могут выдержать минимум 50-60 циклов заливки. В готовом виде они представляют собой фанерные ящики с ячейками. Размеры каждой ячейки соответствуют размерам будущего изделия.
Пластиковые формы
Формы из пластика являются самыми дешевыми. А еще их не надо смазывать перед заливкой бетона. Основной недостаток пластиковых форм – их хрупкость. Поэтому они имеют небольшой срок эксплуатации.
Металлические формы

Формы из металла самые прочные, но при этом и самые дорогие. Но, если учесть срок эксплуатации металлических форм, то их стоимость совершенно незначительно влияет на себестоимость готовых изделий.
В домашних условиях вместо форм можно использовать разъемную деревянную опалубку. Готовая пенобетонная смесь выгружается в формы из бароустановки или другого оборудования через специальный разливочный шланг. После того, как эта смесь подсохнет блоки извлекаются из форм и укладываются на поддонах.
Советы мастера: рецепт пенобетона
Для изготовления одного кубического метра пенобетона в среднем понадобится:
- 210-220 кг песка;
- 310-320 кг цемента;
- 55-60 л воды для пенообразователя и 100-110 л воды для бетонного раствора;
- 1,5 л концентрата пенообразователя.
Перемешивание пенобетона в обычной бетономешалке занимает примерно 20 минут. Это обусловлено тем, что пена долго держится на поверхности. В бочке, оснащенной подвижными лопастями, пена размешается за несколько минут.









Сначала надо смешать песок, цемент и воду, потом к этой смеси добавить пену. Чем быстрее происходит перемешивание компонентов, тем более качественным получается бетонный раствор
Готовый пенобетон заливают или в формы, или в разборную опалубку. В последнем случае опалубку разбирают, не дожидаясь полного застывания бетона, и разрезают массив на отдельные блоки.
В заключение хочется отметить, что пенобетонные блоки, изготовленные своими руками, являются наилучшим решением для тех, кто привык тратить свое время и деньги с максимальной выгодой.
Практическое производство пеноблоков показано в видео:
Пеноблоки: размеры, плюсы и минусы для строительства дома
В таблице ниже приведены размеры блоков.
| Размеры блоков, мм | Вес в зависимости от марки пенобетона, кг | |||||||||
| D300 | D400 | D500 | D600 | D700 | D800 | D900 | D1000 | D1100 | D1200 | |
| Стеновые пеноблоки | ||||||||||
| 200x300x600 | 11,7 | 15,6 | 19.4 | 23.3 | 27.2 | 31.7 | 35.6 | 39.6 | 43.6 | 47.5 |
| Перегородочные блоки | ||||||||||
| 100x300x600 | 5,8 | 7,8 | 9,7 | 11,7 | 13,6 | 15,8 | 17,8 | 19,8 | 21,8 | 23,8 |
Таблица показывает, что каждая марка блока отличается по весу.
Изготавливают и крупноформатные изделия, но для работы с ними нужна грузоподъемная техника. Зато благодаря им удается ускорить любое строительство. Крупноформатные блоки из пенобетона имеют следующие размеры:
- 1000х600х600 мм;
- 1000х600х500 мм;
- 1000х600х400 мм;
- 1000х600х300 мм.
Делают также малоформатные блоки, используемые в основном для утепления, реже для строительства тонких стен в тех местах, где это необходимо. Такие блоки из пенобетона имеют следующие размеры:
- 600х300х100 мм;
- 600х300х150 мм.
Плюсы и минусы
Пеноблок обладает такими преимуществами:
- Недорого стоит (кирпич стоит больше);
- Имеет высокие теплоизоляционные параметры.
- Теплопроводность пенобетона – 0.08-0.20 Вт/мС. Эта характеристика позволяет уменьшить теплопотери здания на 30% по сравнению с кирпичным строением;
- Легко обрабатывается и монтируется;
- Мало весит, поэтому нагрузка на несущие конструкции меньше; Позволяет делать разнообразные привлекательные архитектурные элементы: арки, колонны или порталы;
- Является негорючим материалом;
- Долговечный. Срок службы построенного из пеноблоков строения — не менее 35 лет;
- Экологически чистый. Пеноблоки изготавливают из натуральных природных материалов, поэтому они не поддаются гниению, на них не появляется грибок или плесень;
- Имеет высокие звукопоглощающие характеристики, что оградит жилое помещение от любых внешних источников шума.
Недостатки материала:
- Небольшая прочность;
- Впитывает влагу;
- Большая усадка.