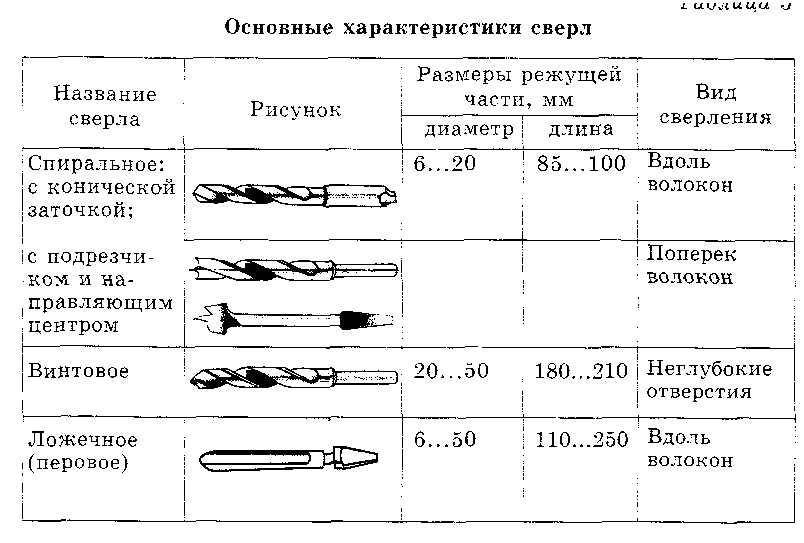
Характеристики сверл
Главная характеристика любого сверла – его прочность, которая должна превышать этот показатель у обрабатываемого материала.
Инструмент, в зависимости от условий использования, имеет различный размер и форму.
Отличается также угол заточки режущей части, цвет и др.
Каждое изделие имеет хвостовик, тип которого должен соответствовать патрону дрели, шуруповерта или станка.
Материал
Для изготовления сверла используется различные по своим характеристикам сплавы.
При этом применяется так называемая “быстрорежущая” сталь марок P18, P9, P9K15.
Если диаметр сверла превышает 8 мм, в его изготовлении используется метод сварки, например: углеродистая сталь для хвостовика, быстрорежущая сталь для рабочей части.
Для материалов с высокими показателями твердости (в основном из металла), используются, как правило, кобальтовые сверла.
Их особенность заключается в том, что рабочая часть производится из быстрорежущей стали Р6М5К5, ВК6М с добавлением кобальта.
Для сверления бетона, камня и кирпича используются твердосплавные победитовые сверла.
Наконечник такого инструмента имеет напайки из победита – сплава вольфрама (90%) и кобальта (10%), разработанного в СССР. Современных же модификаций этого сплава существует более десяти.
Кроме вольфрама и кобальта, в сплавах встречается хром, молибден, ванадий, а их процентное количество заложено в маркировке.
Покрытие
Чтобы продлить жизнь сверлам, их тело имеет одно из перечисленных покрытий:
• Оксидная пленка – значительно повышает устойчивость к перегреву от трения.
Также защищает изделие от ржавчины.
Срок службы, естественно, возрастает.
• Алмазное покрытие – самое прочное из существующих.
Применяется в основном на тех изделиях, которые используются при работе с предельно твердыми материалами, включая камень и керамогранит.
• Титановое покрытие – общее название, указывающее, что в материале содержится химическое соединение титана – TiN (нитрид титана), TiAIN (титано-алюминиевый нитрид), TiCN (карбонитрид титана).
Окраска
Цвет сверла имеет большое значение.
Он свидетельствует об используемом покрытии или способе обработки:
• Серый – родной цвет стали.
Говорит об отсутствии любой обработки.
Самые дешевые и недолговечные изделия имеют именно серый цвет.
• Черный – цвет стали, которая была подвергнута воздействию перегретого пара при окончательной обработке.
Черные изделия намного долговечнее, чем предыдущий вариант.
• Желтый – цвет стали, которая подвергалась отпуску (обработка металла с целью снять его внутреннее напряжение).
Говорит о высокой твердости стали, причем его хрупкость сильно снижена отпуском.
• Золотистый – цвет нитрида титана. Яркие золотистые инструменты очень прочные, к тому же у них снижены показатели трения о заготовку.
Размеры и вес
Производители режущего инструмента предлагают впечатляющий ассортимент сверл всевозможного “калибра”, в зависимости от конструкции и предназначения.
Рассмотрим самые распространенные спиральные изделия по ГОСТу:
• Короткие: 20 – 131 мм по длине, 0,3 – 20 мм в диаметре (ГОСТ 4010-77);
• Удлиненные: 19 – 205 мм по длине, 0,3 – 20 мм в диаметре (ГОСТ 10902-77);
• Длинные: 56 – 254 мм по длине, 1 – 20мм в диаметре (ГОСТ 886-77).
Что касается точного веса, он зависит не только от конструкции изделий, их размеров, но и от материала изготовления.
Вес обыкновенных спиральных сверл находится, как правило, в пределах от нескольких единиц, до нескольких десятков грамм.
Точность обработки
Для спиральных сверл существует такая характеристика, как класс точности:
• А — повышенная точность (10 – 13 квалитетов);
• В1 – нормальная точность (до 14 квалитетов);
• В – нормальная точность (до 15 квалитетов).
Квалитет является характеристикой точности, которая определяет значения допусков.
Классификация и особенности конструктивного плана
Есть несколько разновидностей такого инструмента. Друг от друга они отличаются функциональными и конструктивными особенностями. Стоит отметить и то, что посредством изделий, которые предназначены для обработки металла, можно сверлить и другие материалы, к которым относятся:
- дерево и материалы, выполненные на его основе;
- разные типы полимеров;
- керамика;
- бетон;
- кирпич.
Конструкция таких приспособлений разрабатывается специально для полноценного решения целого ряда задач технологического плана, учитывая свойства материала, который будет подвергаться обработке. Именно по этой причине специалисты советуют перед выбором получить хотя бы малейшее представление об особенностях этого режущего инструмента.
Итак, конструкции для сверления включают в себя следующие составляющие:
- Режущий элемент, который отвечает за сам процесс обработки.
- Хвостик, который позволяет закреплять инструмент в патроне оборудования.
- Рабочая зона, которая обеспечивает удаление оставшейся стружки из района обработки.
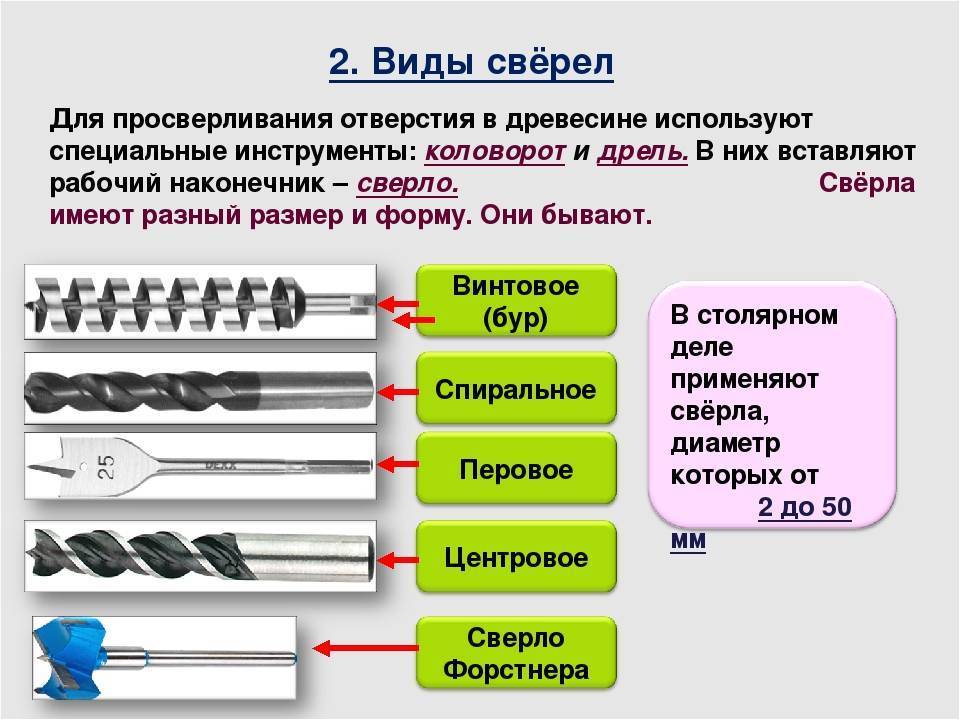
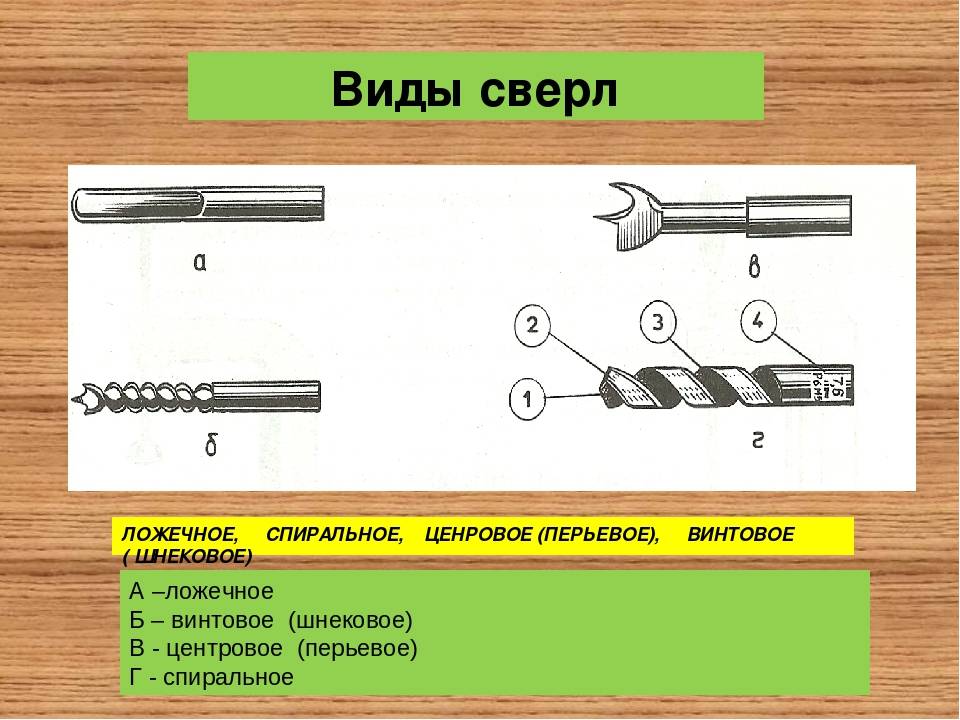
По характеру конструкции принято различать следующие типы сверл:
- спиральные;
- плоские;
- корончатые;
- конусные.
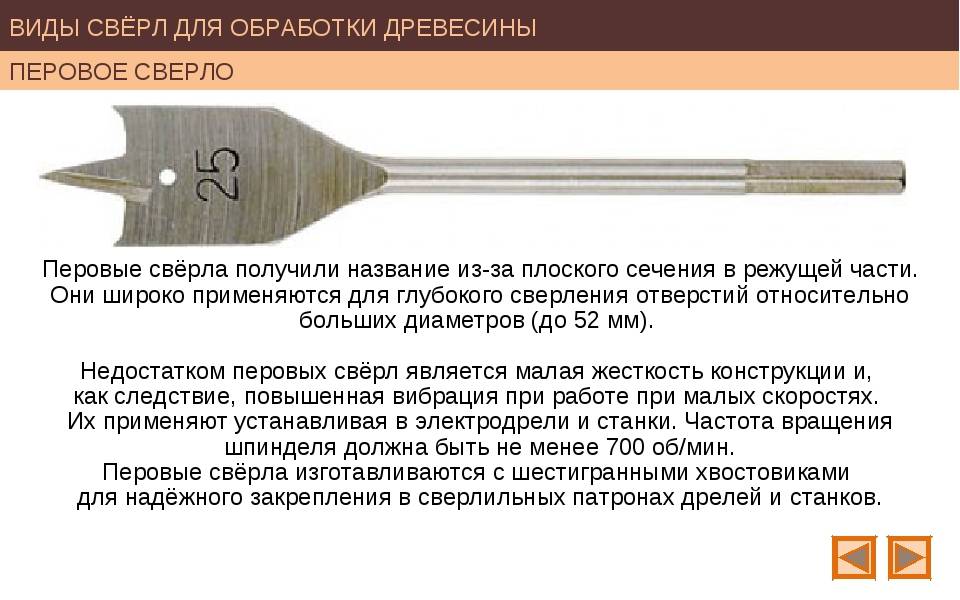
Плоские
Конструкции с плоской рабочей частью иногда именуют перовыми. Среди преимуществ таких изделий следует выделить:
- нечувствительность к скосам;
- простое исполнение;
- дешевизна.
К недостаткам нужно отнести:
- невозможность создания больших отверстий;
- отсутствие автоматизированного отвода опилок из рабочей зоны (геометрические свойства и устройство данной разновидности сверл не подразумевают такой функции).
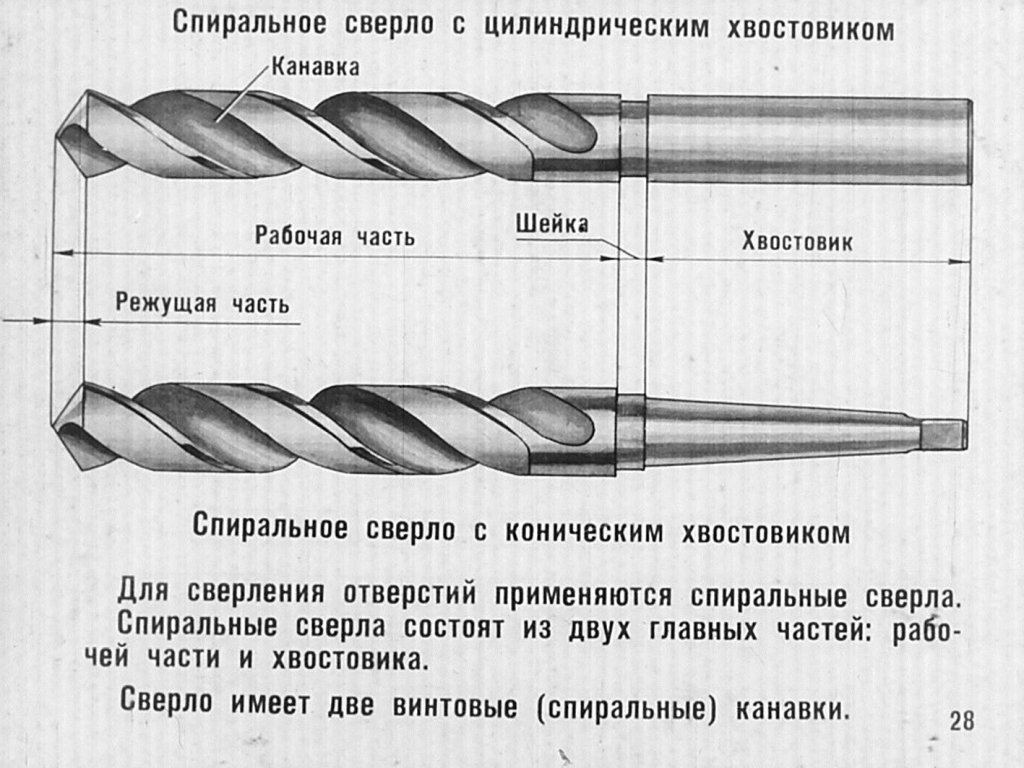
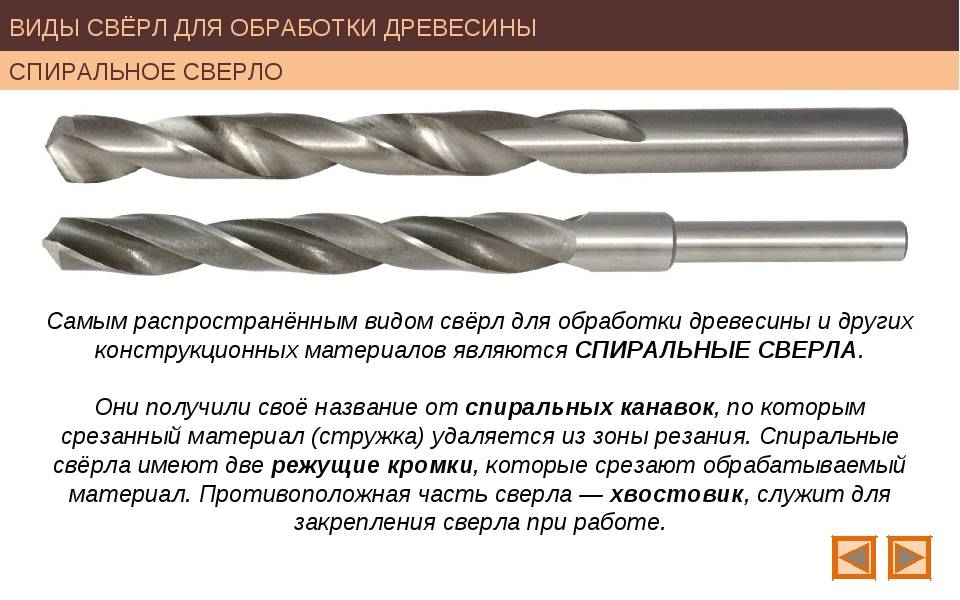
Спиральные
Конструкции спирального типа считаются самыми распространенными изделиями, применяемыми для обработки металлических изделий. Конструкция таких сверл выполнена в виде цилиндрического стержня, с боку которого находятся канавки спиралевидной формы. Именно они отвечают за отвод стружки. Также спиральные сверла могут относиться к следующим группам:






- Изделия общего назначения. Диаметр такого инструмента достигает 80 миллиметров. Спиральные изделия общего назначения используются как в промышленности, так и в быту.
- Левосторонние. Без таких изделий невозможно обойтись в таких ситуациях, когда из отверстия нужно высверлить поломанный крепеж или болт.
- Высокоточные сверла. Такие приспособления используются настоящими профессионалами или умельцами, которым требуется превосходный результат от обработки. Эти сверла, как правило, имеют обозначение «А 1». С их помощью можно делать отверстия с точным диаметром.
Корончатые
Форма корончатых сверл напоминает стакан из металла, с торца которого расположены режущие зубчики. Именно они и применяются для сверления отверстий в материале. Зубчики могут быть сделаны из какого-нибудь очень твердого металлического сплава или иметь особое алмазное напыление.
Эта разновидность сверл создана для кольцевой методики сверления, при которой подбирается лишь контур будущего отверстия.
Конусные
 К конусным сверлам относятся приспособления со ступенчатой и гладкой поверхностью. Применяемые для созданий отверстий в изделиях из металла, такие изделия обеспечивают простую центровку в начале процесса, чего нельзя сказать о цилиндрических конструкциях. Но самое главное преимущество конусных сверл состоит в том, что с их помощью можно делать отверстия самых различных диаметров.
К конусным сверлам относятся приспособления со ступенчатой и гладкой поверхностью. Применяемые для созданий отверстий в изделиях из металла, такие изделия обеспечивают простую центровку в начале процесса, чего нельзя сказать о цилиндрических конструкциях. Но самое главное преимущество конусных сверл состоит в том, что с их помощью можно делать отверстия самых различных диаметров.
Среди широкого разнообразия сверл можно выделить изделия, предназначенные для создания отверстий в материалах высокой прочности, к примеру, кобальтовые сверла.
Данные приспособления сделаны из быстрорежущего стального сплава, который легирован кобальтом. Он существенно повышает прочность детали. Благодаря таким свойствам кобальтовые инструменты с успехом применяются для создания отверстия в высокопрочных материалах. Высокая цена таких изделий целиком оправдана их качествами.
Сплав для сверл по бетону
Большая Советская Энциклопедия Значение слова в словаре Большая Советская Энциклопедия твёрдый спечённый сплав, получаемый методом порошковой металлургии из монокарбида вольфрама (около 90%) и кобальта (около 10%). П. ≈ первый сплав такого типа, изготовленный в СССР (1929). Твёрдость по Роквеллу 85≈90 (шкала А), износостойкость 0,5≈0,6 мг/мм2….
Википедия Значение слова в словаре Википедия «Победи́т» — предприятие цветной металлургии во Владикавказе ( Северная Осетия ). Производит продукцию из вольфрама и молибдена , а также рений . Решение о строительстве завода было принято Министерством цветной металлургии СССР в 1946 году , строительство…
Новый толково-словообразовательный словарь русского языка, Т. Ф. Ефремова. Значение слова в словаре Новый толково-словообразовательный словарь русского языка, Т. Ф. Ефремова. м. Металлокерамический твердый сплав из порошка монокарбида вольфрама и кобальта.
Энциклопедический словарь, 1998 г. Значение слова в словаре Энциклопедический словарь, 1998 г. первый в CCCР (1929) металлокерамический твердый сплав из WC (ок. 90%) и Со (ок. 10%). Термин победит» иногда распространяют на другие вольфрамокобальтовые твердые сплавы. Применяется главным образом для изготовления режущего инструмента.
3 Маркировка сверл : расшифровываем обозначения
На маркировку сверл по металлу и дереву влияет, прежде всего, их диаметр. Тонкие изделия выпускаются без какой-либо маркировки вообще – диаметр и марка стали обозначается на инструментах от 3 мм и выше. Чем толще сверло, тем больше на нем должно быть указано информации: класс точности, производитель…
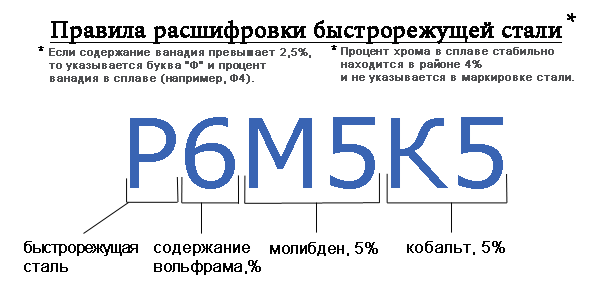
Буквы и цифры, которые нанесены на изделие, расшифровать несложно. Традиционно маркировка изделий, произведенных отечественными заводами, начинается с буквы Р – так обозначают быстрорежущую сталь. Цифра, которая идет следом, указывает на процентное содержание вольфрама. Последующие обозначения указывают массовые доли других элементов. Кобальт обозначается буквой К, молибден – буквой М. Чем больше таких элементов в составе, тем лучше изделие выдерживает температурные и механические нагрузки.

Традиционно процентное значение углерода и хрома не маркируют, поскольку в первом случае содержание элемента всегда пропорционально содержанию ванадия, а во втором случае процент всегда один и тот же – 4 %. Если ванадия в составе стали больше 3 %, то на сверле появится буквы Ф и цифра с указанием количества.
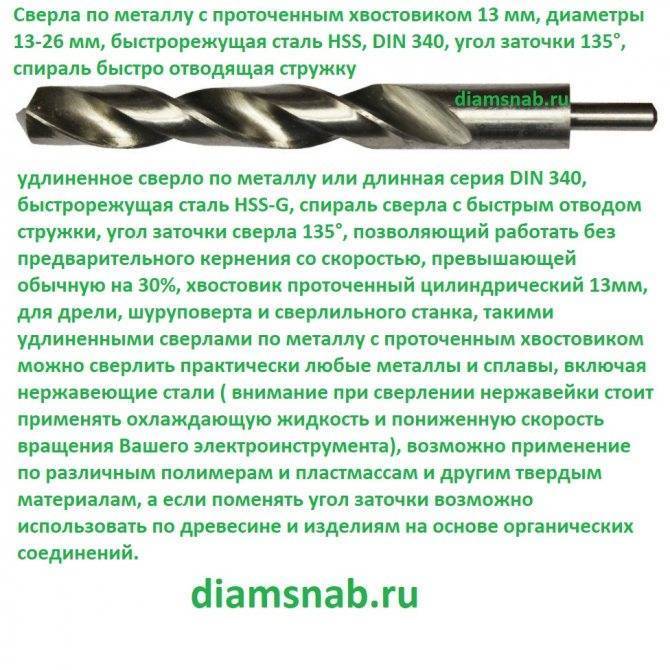
Для импортных изделий применяется совсем иная маркировка – DIN и HSS. Сверла DIN представляют собой многоцелевые инструменты, которые подходят как для обычных работ, так и для глубокого сверления. Лучше всего они работают с металлами, которые образовывают среднюю и длинную стружку. Изделия могут иметь разное покрытие, которое легко распознать по цветам.
HSS-сверла различают по буквам, которые идут после аббревиатуры. Так, буква G свидетельствует о том, что перед вами инструмент, который легко справится с углеродистыми и легированными сталями, чугуном, алюминиевым и медным сплавами. E – это сверла, которые, помимо легированной и углеродистой стали, просверлят кислостойкий и нержавеющий металл.
Для титанового сплава, который известен своей прочностью, подойдет HSS-G TiN и HSS-G TiAlN. Само собой, все вышеперечисленные металлы также им по зубам. Выбирайте инструменты от проверенных производителей – хорошие сверла изготавливают в Германии, Франции, странах Прибалтики, да и среди отечественных производителей найдется немало достойных. Изделия из Китая традиционно проигрывают по качеству, хотя и более доступны.
Классификация сверл по назначению
Для каждого материала рекомендовано применять определенный тип сверл. Неграмотное использование режущего инструмента часто приводит к порче оборудования, фурнитуры и, естественно, исходного материала. Чтобы избежать подобных ошибок, нужно знать, какой тип сверла наиболее качественно справится с конкретной работой.
Сверла для работы с металлом
Сверление в металле проводят обычно фрезеровальным, спиральным или ступенчатым сверлом. Материалом изготовления таких сверл обычно служит быстрорежущая сталь. Об этом должна свидетельствовать соответствующая маркировка
Если она отсутствует, к изделию следует отнестись с осторожностью – на строительном рынке много некачественных подделок. В приведенной ниже таблице содержится информация, сверло какой маркировки подходит для определенного типа металла
| Маркировка на российских изделиях | Маркировка на иностранных изделиях | Характеристики, область применения |
| М1 | HSS-R, HSS | Основные сверла по металлу со средней износостойкостью, не очень устойчивы к перегреву и ударным воздействиям, но стоят при этом недорого. Можно сверлить неглубокие отверстия. |
| Р6М5, М2 | HSS-G | Имеют обширный спектр применения. Высокие показатели износостойкости, прочности, стойкости к ударным воздействиям. Подходят для формирования отверстий любой глубины в листах углеродистой и легированной стали, в сплавах чугуна и цветных металлов. |
| Р6М5К5, М35 | HSS Co, HSS-E | Рекомендованы для обработки нержавеющих сталей. |
| – | HSS-G TiAlN, HSS-G TiN | Сверла по металлу максимальной твердости и термоустойчивости. Стоимость инструмента высока, но можно сверлить особо прочные металлы, титановые сплавы. Заточка сверл данного типа не допускается. |
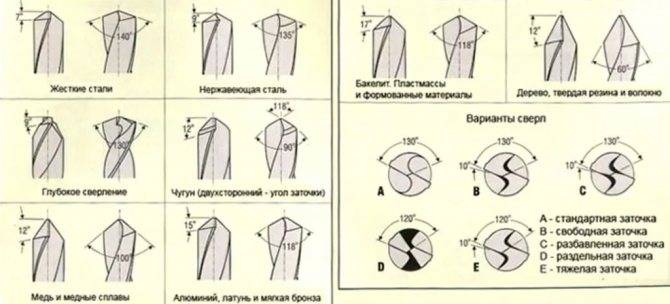
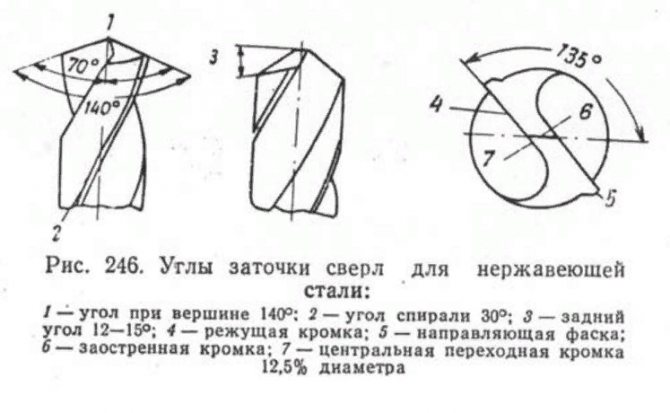
Помимо маркировки о назначении инструмента может свидетельствовать угол заточки. Чем он острее, тем мягче должен быть сплав. Для таких случаев оптимален угол в 80-90º, для сверления чугунных и стальных сплавов – 100-120º, для более твердых металлов – 130-140º.
Сверла по дереву
Для работы с древесиной применяют следующие виды сверл:
- спиральные;
- перовые;
- спираль Левиса;
- Форстнера;
- фрезеровальные и др.
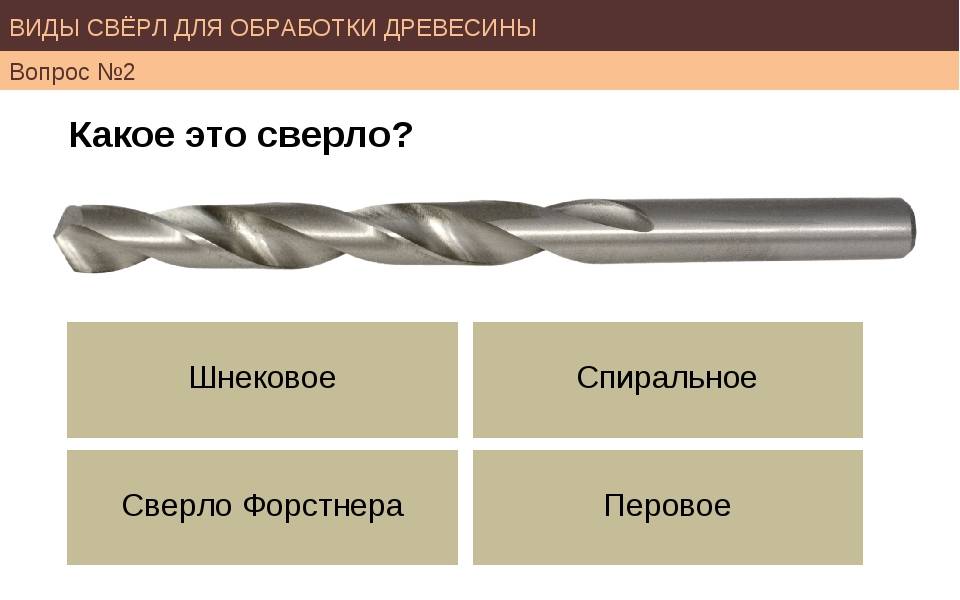
Спиральное сверло по дереву визуально мало чем отличается от сверла по металлу, но ему необходима особая заточка с центрирующим шипом. Поэтому для выполнения отверстий повышенной точности и с гладкой чистой поверхностью, нужно использовать сверло по дереву с соответствующей рабочей поверхностью, изготовленное из углеродистой или инструментальной стали.
Сверла по бетону/кирпичу
Для работы с кирпичом, бетоном, камнем и подобными материалами требуется специальное сверло по бетону с напайкой из сплава повышенной твердости, например, победита, на наконечнике рабочей поверхности. Сама операция по сверлению бетона несколько иная: сверло или бур вместе с вращательными движениями должны совершать ударно-поступательные. В этом случае камень будет не резаться, а дробиться. Дрелью, даже ударной, сделать отверстие в бетоне глубиной более чем 6 мм будет тяжело. Поэтому для работ по бетону, кирпичу или камню необходим перфоратор и сверла повышенной прочности.
Для выполнения отверстий большого диаметра в бетоне, кирпиче или камне поможет корончатое сверло с алмазным напылением или зубьями из твердых сплавов.
Сверло по кафелю/стеклу
Работа с кафелем/стеклом требует особой осторожности и, соответственно, специального инструмента. Для этих целей используют трубчатые алмазные сверла (коронку), а также перовые (копьевидные) с напайкой их карбида вольфрама или победита
Эффективность у инструментов данных конфигураций одинакова, однако для сверления больших отверстий в кафеле лучше использовать коронку, а в стекле – перовое. Чтобы изготовить большие отверстия в кафеле применяют приспособление «балерина». На минимальных оборотах сверление выполняют с оборота плитки.

Универсальные сверла
Помимо сверл узкого назначения, существуют универсальные. Они могут продаваться отдельно или в наборе. Благодаря особой заточке такими сверлами можно обрабатывать практически любые материалы от древесины до стали и керамики. Чаще всего это инструмент с победитовой напайкой. На упаковке с набором сверл обычно указывается, для каких материалов они пригодны.
Маркировка сверл по металлу (российская и зарубежная)
По российскому ГОСТу маркировке подлежат все сверла по металлу диаметром от двух миллиметров. Обозначения содержат информацию о диаметре инструмента и марке стали. На некоторых моделях встречаются клейма производителей. Чтобы узнать маркировку сверла, смотрите на хвостовик инструмента.
Российская маркировка выглядит так.
Изображение №4: правила расшифровки российских маркировок
Зарубежные сверла по металлу, изготовленные из быстрорежущей стали, имеют маркировку HSS. В зависимости от модификаций и особенностей изготовления к ней добавляют различные дополнительные обозначения.
Как отличить качество сверла по цвету
Обратите внимание на окраску материала, из которого изготовлено сверло: она является первой подсказкой о прочности инструмента
- Серый цвет свидетельствует, что перед вами обычное сверло средней прочности. Оно вполне годится для единичного сверления, но не справится с большим объемом работы.
- Черный – указывает на обработку стали перегретым паром, что гарантирует более высокое качество изделия.
- Золотистый оттенок – признак того, что в процессе изготовления сверла проведена процедура снятия внутреннего напряжения стали.
- Ярко-золотой цвет указывает на высокую степень прочности и надежности инструмента. Обработка поверхности титановым соединением заметно снижает трение рабочей части сверла в процессе работы, что положительно сказывается на продлении срока его службы.
- Стоимость сверл возрастает в том же порядке, в каком они перечислены в списке. Определившись с предпочтительным цветом, перейдем к предназначению инструмента.
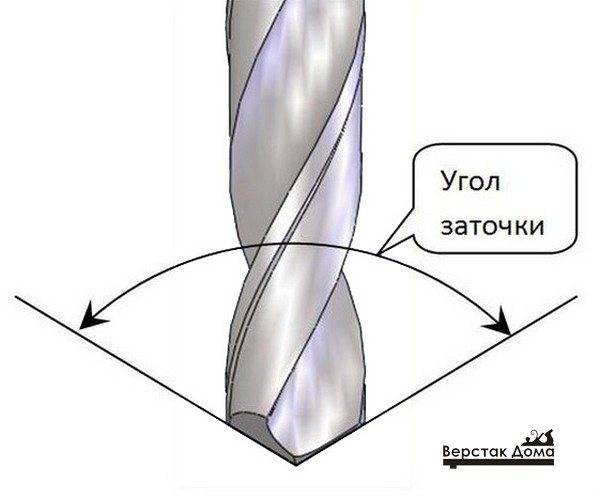
Как правильно выбрать угол заточки сверла для стали или другого металла

Основной критерий уклона – материал заготовки. Он оценивается по следующим характеристикам:
- твердость – чтобы не сломать кончик;
- хрупкость – нельзя допустить образования сколов или трещин;
- вязкость или плотность.
Второй критерий – из чего создан сам резец. Приведем пример. Инструмент из прочного сплава желательно затачивать под 120 градусов. И в зависимости от того, с чем предстоит работать, его можно варьировать. Например, для дерева, пластмасса, а также алюминия и других мягких пород необходимо брать максимально острый угол, в то время как прочные, а также очень пористые структуры требуют более тупого уклона.
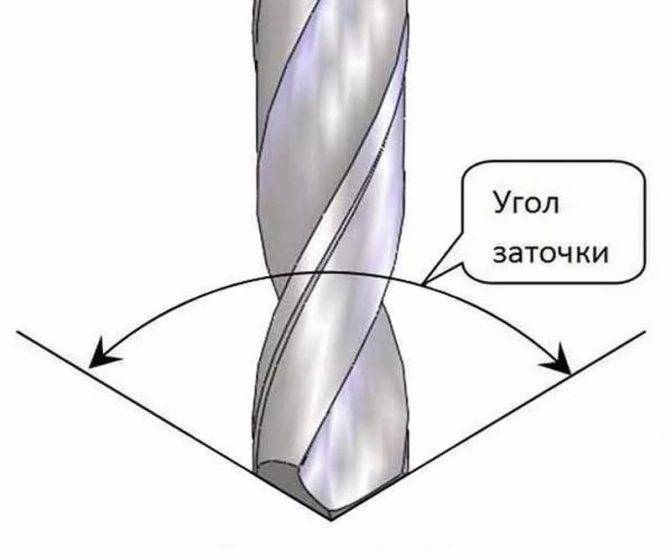
Если инструмент имеет особую конструкцию, например, спираль, то подход несколько отличается. У них есть широкие канавки, которые предназначены для отвода стружки. Углы заточки спиральных сверл – 45 градусов, но при вершине он должен быть не менее, чем 120-140.
Делаем вывод: ориентироваться необходимо на конструктивные особенности изначального резца, что к ним относится:
- Величина переднего наклона. Измеряется между касательной линией к наружной поверхности режущей кромки.
- Аналогичный параметр для задней плоскости.
- Ширина ленточки. Расстояние между двумя заточенными краями.
Если вы правильно выберете эти три параметра, то гарантируете:
- простоту работы – минимум усилий и времени;
- повышенную точность и чистоту – отсутствие сколов, заусенцев;
- длительный период износа.

Таблица углов заточки сверла для разных материалов: работаем по меди, алюминию, пластмассе
Общие рекомендации:
- Если вы имеете дело со сталью, необходимо смотреть на ее состав. Обычные и низколегированные сплавы требуют диапазон от 116 до 118 градусов. Таким же образом стоит затачивать оснастку для чугуна. Если это более прочные стальные заготовки, то они требуют 130-140°.
- Титан можно резать в большом спектре – от 90° до 120°, это зависит уже от конкретной марки, величины присадок.
- Алюминиевые, латунные сплавы и другие мягкие металлы стоит обрабатывать в диапазоне углов 120-130°. Допустимо отклонение на 2 единицы в одну или другую стороны.
- Дерево или некоторые тонкие листы пластмассы не любят таких больших значений, 90-100° им вполне хватит, а то и меньше.
- И всего от 50 до 70 градусов нужно для оргстекла или эбонита.
Посмотрим сводную таблицу, но заранее отметим, что более точный параметр выбирается в зависимости от конкретной марки:
| Материал | Рекомендуемый угол, ° |
| Чугун и стальные заготовки с низким легированием | 116 – 118 |
| Поковки и закаленная сталь | 125 |
| Латунь, мягкая бронза | 130 – 140 |
| Медь | 125 |
| Алюминий, баббит | 130 – 140 |
| Силумин | 90 – 100 |
| Сплавы с ведущим компонентом магний | 110 – 120 |
| Эбонит, целлулоид | 80 – 90 |
| Мрамор и другие породы повышенной хрупкости | 90 – 100 |
| Органическое стекло | 70 |
| Пластмассы | 50 – 70 |
| Бетон | 118 – 130 |
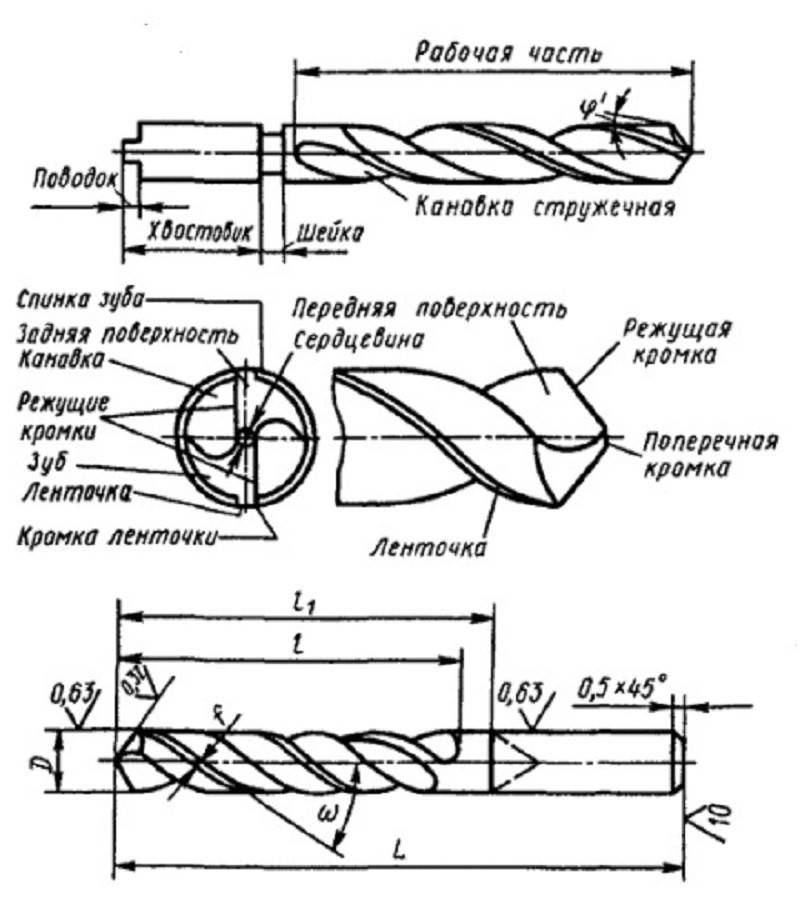
Особенности
Сверла по металлу являются необходимыми и широко используемыми инструментами, которые активно применяются как в строительстве, так и в сфере машиностроения. Если говорить о внешнем виде сверла, то следует отметить, что оно представляет собой металлический цилиндрический стержень.





Рассмотрим важнейшие составляющие части сверла по металлу.
Хвостовик
Данная деталь необходима для закрепления сверла в патроне устройства, используемого при сверлении, будь то дрель или перфоратор. Хвостовик обеспечивает неподвижность рабочего элемента во время его функционирования.
Рабочая зона
С помощью рабочей зоны сверло создает отверстие цилиндрической формы. К неотъемлемым составным частям рабочей зоны относятся режущая деталь и направляющие углубления. По своему диаметру режущий элемент занимает половину общего диаметра сверла. При этом направляющие канавки используются для удаления стружки от рабочей поверхности, тем самым не нарушается и не прекращается процедура непосредственного сверления.
Данным конусом оснащены те сверла, которые закрепляются в шпиндели и задние бабки станков.
Лапка
Лапками обладают далеко не все сверла.
При этом сверла с лапками обычно предназначаются для выбивания устройства из креплений.
Шейка
Благодаря наличию шейки обеспечивается максимальный комфорт подвода и отвода устройства для шлифования в ходе обработки спиральных углублений. При этом следует иметь в виду тот факт, что сама по себе шейка не является рабочим элементом. В связи с этим на нее традиционно наносятся условные обозначения, описывающие отличительные характеристики самого сверла.
Направляющая деталь
Направляющую деталь часто называют калибрующей. Данный элемент соприкасается со стенкой отверстия, которое сверло делает в металле. Направляющая зона способствует тому, что устройство идет именно вдоль оси отверстия – таким образом углубление получается максимально аккуратным.
Обычно данный показатель составляет от 18 до 30 градусов.
Стружкоотводящая канавка
Данная деталь необходима для того, чтобы стружка, производимая в ходе сверления, отводилась с оптимальной скоростью и под необходимым уровнем наклона.
Показатель данного элемента должен быть равен промежутку между внешними сторонами острых режущих пластин.
Режущая пластина представляет собой грань, которая находится между передней и задней поверхностями.
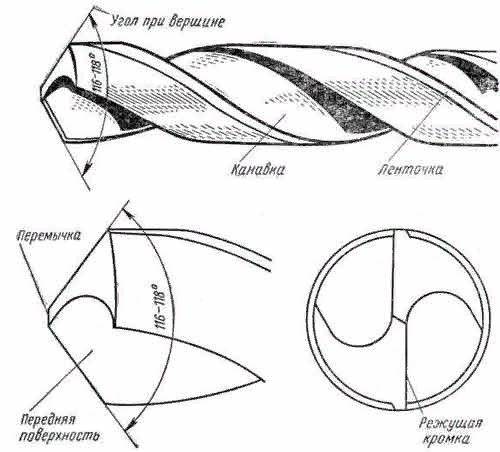
Главный верхний угол
Этот угол сильно влияет на непосредственную процедуру сверления, а также детерминирует то, насколько прочным является сверло само по себе. Для того чтобы сверление по металлу было максимально эффективным, показатель данного угла должен составлять 116-118 градусов.
Задняя поверхность
Задняя поверхность должна быть заточена под углом 8-12 градусов по отношению к режущей детали. Благодаря этому значительно снизится нежелательная сила трения.
Эта часть является общей для 2-х задних поверхностей сверла, она выполняет важную конструктивную функцию.
Поперечная режущая кромка
По сути, поперечная режущая кромка представляет собой острую грань.
По центру такой кромки должен быть расположен геометрический центр режущей части.
Ленточка
Ленточка – это 2 полоски, которые выступают над спиральными поверхностями. Данные детали необходимы для эффективной и максимально точной калибровки отверстия, помимо этого, они снижают силу трения.
Таким образом, сверло по металлу – это рабочий элемент, который состоит из большого количества важнейших конструктивных деталей.
Виды покрытия
Сверла покрывают с разной целью: предохранения от коррозии, упрочнения поверхностного слоя, улучшения теплоотдачи, снижения трения. Самая распространенная и недорогая операция – оксидирование. Сверло покрывается оксидной пленкой черного цвета, которая защищает его от ржавчины и перегрева.
Покрытие нитридом титана (TiN) повышает срок службы сверла не менее чем в три раза. Однако такие сверла нельзя затачивать, поскольку при этом снимается упрочненный слой. Использующийся также для покрытия карбонитрид титана (TiCN) по своим свойствам близок к TiN.
Титано-алюминиевый нитрид (TiAlN) делает сверло еще более прочным. При его использовании инструмент может проработать в 5 раз дольше обычного.
Самым прочным покрытием считается алмазное напыление. Это и неудивительно. Алмаз занимает первое место по твердости среди прочих материалов. Сверла с алмазным напылением могут использоваться для сверления практически любых по твердости материалов, в том числе и каменных.
Маркировка режущих изделий
Маркировка сверл по металлу необходима для определения типа стали, из которого изготовлен режущий инструмент. На изделии также указывается его диаметр, класс точности и производитель (страна). Не маркируются только спиральные буравчики, диаметр которых менее 2 мм.
В остальных случаях маркировка свёрл может иметь следующие значения:
- Р9 — изготовлено из быстрорежущей стали с процентным содержанием вольфрама 9%.
- Р9К15 — указывает на наличие в быстрорежущей стали кобальта в количестве 15%.
- Р6М5К5 — обозначает наличие сложного состава режущей стали содержащей вольфрам, кобальт и молибден.

Импортные изделия имеют обозначение HSS, по которому можно определить состав материала, из которого был изготовлен бурав. Сверло HSS — расшифровка которого будет приведена ниже, используется с дополнительной буквой, по которой и определяется наличие легирующего металла.
Маркировка HSS:
- HSS-Е — содержит кобальт. Используется при обработке металлов повышенной вязкости.
- HSS-Tin — имеет титановое напыление, который значительно увеличивает твёрдость рабочей поверхности, а температурная устойчивость материала повышается до +600 градусов.
- HSS-Е VAP — режущий инструмент используется для обработки нержавеющих материалов.
- HSS-4241 — предназначены для сверления алюминия.
- HSS-R — обладают максимальной прочностью.

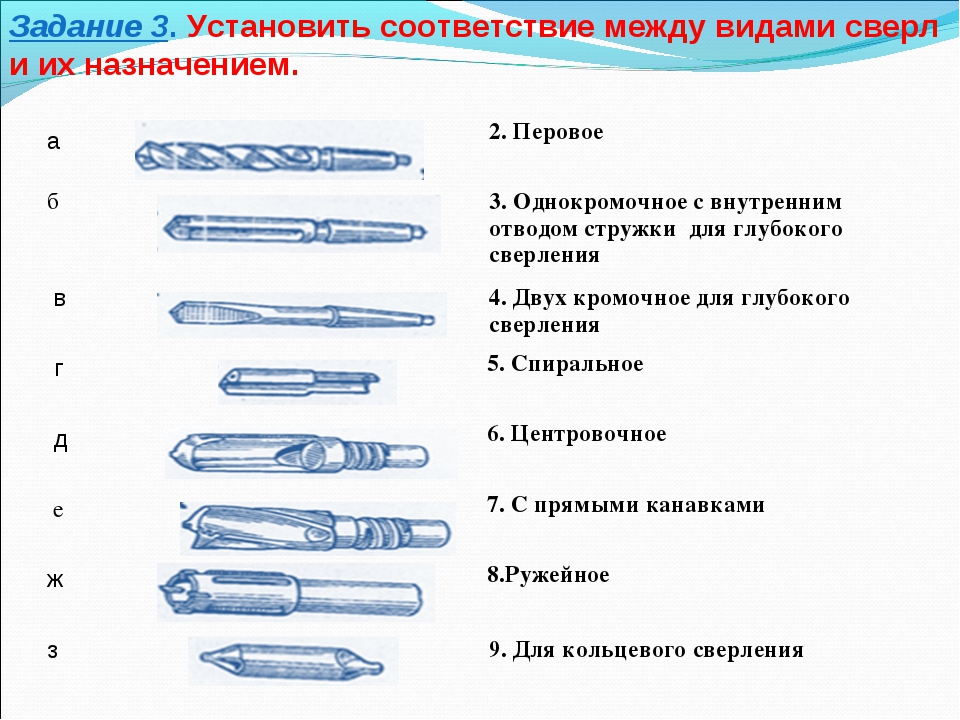
Виды сверл в зависимости от формы рабочей поверхности
Винтовое или спиральное.
Самое востребованное сверло, используется для сверления самых различных материалов. Длина спирального сверла может достигать 28 см, диаметр – 80 мм.
Плоское или перьевое.
Используется для сверления преимущественно глубоких, больших по диаметру отверстий. Рабочая часть имеет форму лопатки, в центре которой расположено выступающее острие для центровки. Лопатка может быть выполнена заодно с хвостовиком или быть сменной и крепиться к стержню с помощью державки или борштанги.




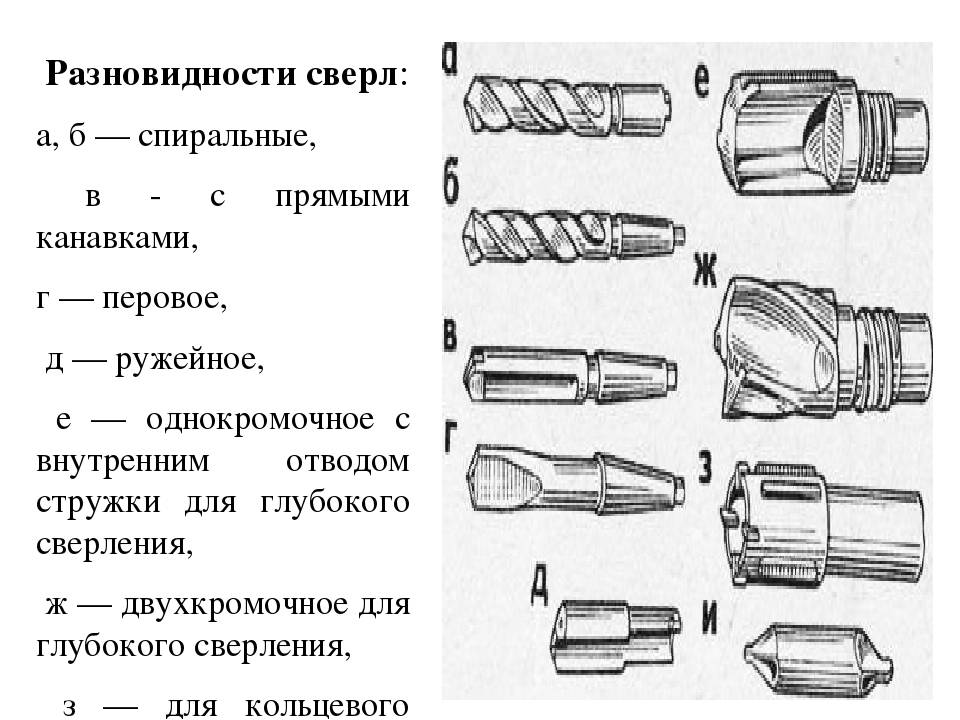

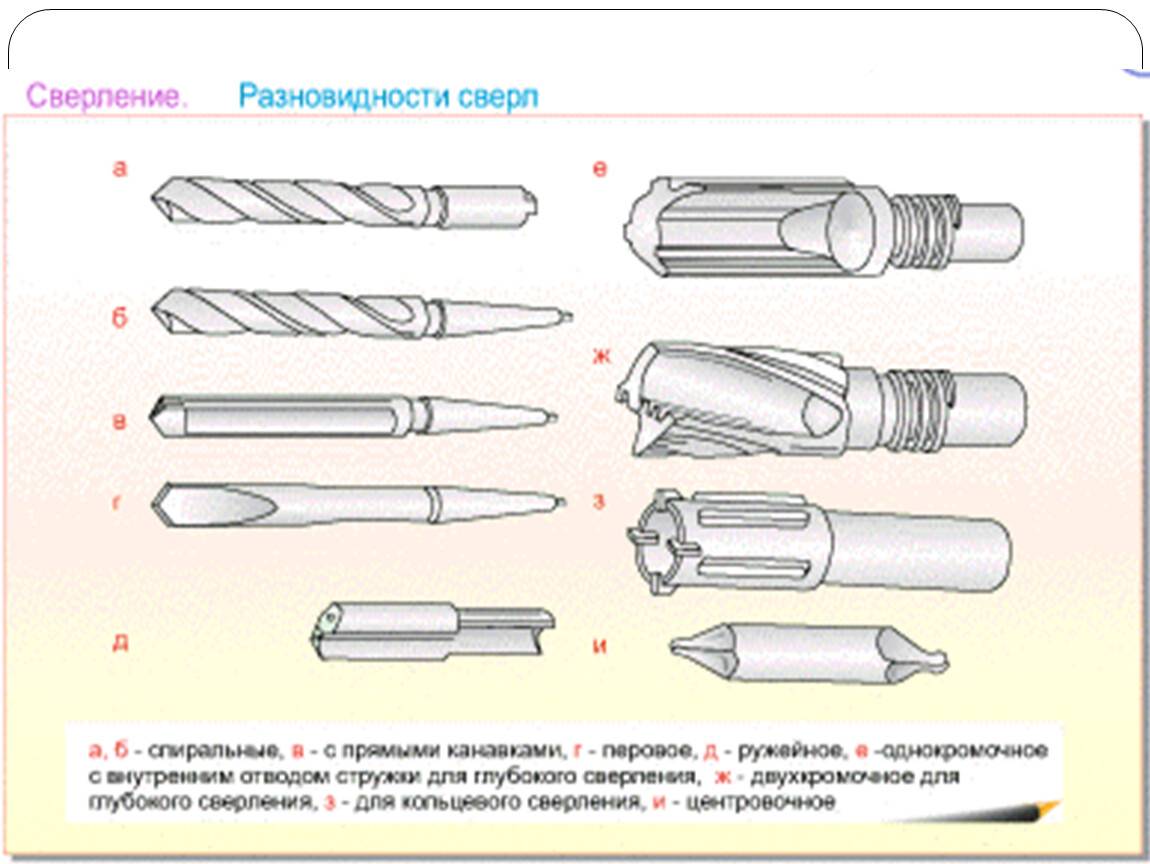


Сверло для глубокого сверления.
Предназначено для выполнения отверстий, глубина которых, по меньшей мере, в 5 раз больше, чем диаметр. Сверло глубокого сверления имеет два винтовых канала, по которым в зону реза подается охлаждающая эмульсия. Каналы могут располагаться внутри сверла либо в припаянных трубках.

Сверло одностороннего реза.
Применяется для сверления отверстий, к которым предъявляются повышенные требования в отношении точности. Сверла одностороннего резания имеют опорную плоскость и две режущие кромки, расположенные с одной стороны от центра.

Коронка или кольцевое сверло.
По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал (керн). После сверления он обычно остается в коронке, нужно только вытряхнуть его.

Центровочное сверло.
С его помощью выполняется засверливание (наметка) центра.

Ступенчатое сверло.
Относительно новый вид инструмента. Ими удобно сверлить листовой материал, особенно в тех случаях, когда нужно получить большое по диаметру отверстие – до 3,5 см и более.

По форме получающегося отверстия сверла подразделяются на конические, цилиндрические и ступенчатые.
Сверла для работ по металлу

• Спиральные сверла. Инструмент такого типа имеет одну режущую кромку, рабочую поверхность и хвостик. Режущая кромка выполняет основную работу: она вонзается в материал, и за счет оборотов проделывает отверстие в металле. Стружка же выходит по рабочей части. При помощи хвостика сверло фиксируется в дрели или станке. • Сверла конические. Используются редко, потому что могут не подойти для слабенькой домашней дрели, поэтому ставить их лучше на станок. Рабоча я часть конического инструмента имеет форму конуса. За счет такой геометрии в материале сначала проделывается маленькое отверстие, которое в процессе работы расширяется до нужного диаметра. • Сверла корончатые. Используются для сверления отверстий больших диаметров. Имеют цилиндрическую форму, на кончике которой размещены зубцы. Корончатые инструменты не устанавливаются на обычную дрель, а потому не особо подходят в работе по дому. • Ступенчатые сверла. Такие инструменты можно назвать универсальными, так как из-за их геометрии, одним сверлом можно проделывать отверстия разного диметра. Форма у них конусообразная, на нее нанесены как бы ступеньки, отмечающие диаметр будущего отверстия. Соответственно, чем глубже входит сверло, тем больше диаметр.