Восстановление победитового сверла
Сверло с победитовым наконечником может со временем затупиться, и для его заточки потребуется алмазный круг. До того как начать процесс наточки, нужно убедиться в том, что высота оставшейся режущей части не менее 10 мм для того, чтобы заточка была возможна. Работу следует проводить на низких оборотах точильного круга.
Сверло с напайками затачивается по аналогии с обычными, малого диаметра — выполняя заточку задней поверхности. При этом стачивать поверхность следует до самой напайки. Также желательно подточить переднюю поверхность, особенно если пластина стерлась до самого сверла. Передняя поверхность обрабатывается таким образом, чтобы толщина напайки в центре стала меньше. Работать следует аккуратно во избежание лишнего среза рабочей поверхности.
Нужно внимательно следить за тем, чтобы сверло не перегревалось в процессе обработки, поскольку это грозит растрескиванием или даже обломом пластины в месте пайки. Для охлаждения перегретого наконечника подойдет любая охлаждающая жидкость, например, обычная вода. Тем не менее, если металл раскален докрасна, то макать его в воду ни в коем случае нельзя — сверло мгновенно треснет.
Процесс восстановления геометрической поверхности сверлильных инструментов по металлу и бетону необходим, поскольку данные материалы быстро убивают заводскую заточку инструмента. Теоретического материала по вопросу о том, как правильно точить сверла по металлу недостаточно, но все не так сложно и приходит с опытом.
Использование же специальной насадки для дрели позволяет сохранять все геометрические поверхности инструмента и идеально подойдет для тех, кто не имеет опыта в ручной наточке и боится испортить сверлильный инструмент.
То, какой вид металла будет сверлиться, влияет на угол требуемой заточки, а для работы с камнем и прочными сплавами подойдет сверлильный инструмент с победитовыми насадками.
Не следует забывать о том, что помимо правильной и своевременной заточки продлить срок службы инструмента поможет его правильное хранение в специальных пеналах и подставках.
Originally posted 2018-03-28 15:14:38.
Приспособление на дрель для заточки сверл: основные элементы
Практически все предлагаемые на рынке насадки на дрель для обточки сверл имеют одинаковую конструкцию. Это пластиковый корпус, куда помещен точильный элемент определенной формы, позволяющий выполнять обработку режущей поверхности инструмента под нужным углом. Вращается устройство при помощи дрели. Соединение с валом осуществляется специальной муфтой.
Крышка корпуса имеет отверстия, в которые вставляются сверла соответствующих диаметров. Отверстия выполнены так, что режущая кромка соприкасается с наждачным кругом только в необходимых местах. Отсутствие такой крышки-кондуктора значительно усложняет процесс заточки, так как сверло приходится держать вручную.

Устройство на дрель для заточки – это пластиковая насадка в которую помещается точильный элемент и сверло.
В интернете достаточно много демонстрационных видео «Приспособления для заточки сверл». Перед применением приобретенной насадки стоит обратиться к видео с инструкциями, это поможет избежать ошибок.
По аналогии с фабричными чаще всего выполняются и самодельные устройства:
- корпус изготавливается из металла;
- патрон дрели и наждачный круг соединяются монтажным кольцом;
- наждачному элементу придается форма конуса, которую обычно создают на токарном станке;
- крышка с отверстиями разных диаметров может быть изготовлена из дерева, металла, полимера с добавками.
Наиболее сложным этапом при выполнении насадки для дрели своими руками является создание крышки.
3 Затачиваем на точильном станке
Заточить сверла в домашних условиях не составит труда на обычном точильном станке. Единственное, желательно, чтобы станок был оборудован подручником, т.е. небольшой платформочкой, расположенной перед рабочей поверхностью заточного диска. Расстояние между подручником и торцом круга должно составлять не более одного миллиметра.
Если насадка сильно затупилась, т.е. режущие кромки с задними поверхностями стали несимметричными, чтобы правильно заточить инструмент, желательно сделать простое приспособление, выполнив следующие действия:
- начертить ровную линию на подручнике под углом 60 градусов по отношению к рабочей поверхности абразивного диска. Линия должна располагаться напротив рабочей поверхности;
- на подручнике закрепите обрезок металлического уголка, выровняв его по намеченной линии, как показано на фото ниже. Т.е. уголок тоже должен располагаться по отношению к рабочей поверхности круга под углом 60 градусов. Для фиксации уголка можно воспользоваться струбциной. Если заточкой вы будете заниматься часто, можно просверлить отверстия и зафиксировать уголок болтами.
Благодаря этому приспособлению вы можете приложить своими руками сверло к спинке уголка и таким образом обеспечить угол задней поверхности в 60 градусов. Теперь, когда все готово, можно приступать к работе. Прежде всего нужно установить крупноабразивный диск и включить станок. Затем надо правильно взять в руки сверло. Для этого положите два пальца правой руки на подручник, и на них уложите затачиваемый инструмент. В результате пальцы будут служить опорой. Левой рукой возьмитесь за хвостовик затачиваемого инструмента. Само сверло поверните так, чтобы режущая кромка, которую вы будете затачивать, располагалась строго горизонтально.
Теперь приложите инструмент боковой плоскостью к спинке уголка и подведите своими руками к рабочей поверхности точила. Правая рука должна оставаться неподвижной, а левая, которая держит инструмент за хвостовик, должна слегка перемещаться в вертикальной плоскости, совершая покачивания сверлом. Таким образом, заточка должна происходить от режущей кромки до конца задней поверхности.
По такой схеме совершите несколько покачивающих движений левой рукой вверх/вниз
Сильно напрягать руки не надо, так как сверло у вас не вырвет, поэтому просто соблюдайте осторожность. Заточив одну заднюю поверхность, следует прокрутить левой рукой сверло на 180 градусов и точно так же наточить вторую заднюю поверхность. По завершению работы убедитесь, что угол заточки сверла, т.е
угол при вершине равен 120 градусам, что оптимально для инструмента по металлу. Кроме того, проследите, чтобы кромки и задние спинки получились симметричными. Если инструмент далек от идеала, нужно его еще подточить
По завершению работы убедитесь, что угол заточки сверла, т.е. угол при вершине равен 120 градусам, что оптимально для инструмента по металлу. Кроме того, проследите, чтобы кромки и задние спинки получились симметричными. Если инструмент далек от идеала, нужно его еще подточить.
Надо сказать, что в результате перемещения хвостовика в вертикальной плоскости, задняя поверхность получается скругленной. Поэтому такая заточка называется конической. Она применяется для сверл диаметром более трех миллиметров. Правильно заточить более тонкое сверло по металлу еще проще – его режущая часть прижимается к плоскости точила и затачивается без каких-либо покачиваний. В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Хват сверла при такой обработке показан на фото ниже.
После того как заточка будет завершена и инструмент приобретет правильную форму, нужно выполнить доводку. Дело в том, что поверхность после заточки крупным абразивом далека от идеала. Поэтому нужно установить на станок диск с мелким абразивом и удалить все шероховатости. В результате поверхность должна получиться идеально гладкой.
Чтобы убедиться, что работа выполнена верно, попробуйте просверлить отверстие, можно даже не глубокое, и убедитесь, что кромка получилась гладкой и ровной. Это главный показатель заточенного инструмента.
Абсолютно также точатся и сверла по дереву. Единственное, их угол при вершине делается более острым – 140 градусов. Соответственно, инструмент подносится к точилу под углом 70 градусов.
Для метала (твёрдых сплавов)
Очень простое приспособление для заточки таких свёрл можно сделать и дома. Для этого понадобятся:
- Две гайки (одна чем больше, тем лучше, а вторая – должна быть в полтора раза меньше, но так, чтоб она не проваливалась в большую) с шестью рёбрами;
- Болт диаметром меньшей гайки;
- Шайба диаметром меньше большой, но больше меньшей гайки.

Прежде всего нужно взять штангенциркуль и отмерить от края гайки пятую часть диаметра гайки, но не меньше четырёх миллиметров, отмеряем на ребре. На противоположном ребре отмеряем в полтора раза большее расстояние.

Далее – выцарапываем линии из средины стороны к отмеренной точке, так, чтоб получился больший треугольник. То же самое проделываем и с обратной стороны. Теперь ножовкой по металлу, или болгаркой вырезаем треугольники.
Как заточить мелкое сверло?
Для самых мелких свёрл (ниже 4 мм) специальные насадки не выпускаются. На точильном станке их тоже нельзя точить. Поэтому заточка таких оснасток производится вручную с помощью надфиля.
Если нет надфиля, можно обойтись и простым напильником. Желательно, чтобы на инструменте было алмазное напыление для более быстрой и качественной заточки. В случае использования напильником рекомендуется выполнить финишную доводку надфилем.
Основная трудность заключается в миниатюрности кромки на таких свёрлах. Профессиональные мастера обычно используют для такой работы специальные увеличивающие очки, позволяющие контролировать процесс заточки.
В целом мелкие свёрла точатся аналогично большим. Основная особенность заключается в том, что не следует снимать слой более 1 мм. Выдержать заводской угол на мелкой кромке очень сложно, поэтому здесь допускается работа на глаз.








Ошибки
К самым распространенным ошибкам самостоятельной заточки сверл относятся следующие:
- Углы сделаны симметрично и верно, а вот длины кромок для резания отличаются друг от друга. При этом центр сверления находится неровно относительно оси инструмента. В процессе использования этого инструмента будут появляться биения. В начале работы будет крайне трудно попасть в нанесенную разметку. При этом рабочий элемент, скорее всего, попросту сломается.
- Центровка произведена точно, но режущая кромка обладает несимметричными углами. Из этого последует, что при сверлении отверстия работать будет только одна рабочая поверхность. То есть процедура обработки будет проходить очень медленно, а рабочая деталь может перегреться и сломаться. Помимо этого, отверстие получится разбитым, то есть его размер будет больше размера используемого сверла.
Как подобрать приспособление для заточки сверл на дрель: выбор насадок и способы сборки
Не все умельцы знают, что обычная дрель может не только сверлить отверстия. Этот инструмент будет многофункциональным, если его дополнить специальными подставками, насадками и приспособлениями.
Тогда дрель превратится в токарный и фрезеровочный станок, пилу и насос в одном корпусе.
Конечно, дрель не заменит специальный профессиональный инструмент, но потребности домашнего мастера она с легкостью качественно удовлетворит.
Насадки для заточки сверла
Одна из самых востребованных дополнительных функций инструмента – это заточка. Специальная насадка трансформирует дрель в электроточило. Она представлена двумя типами:
- насадка для заточки дисковых пил;
- насадка для заточки сверла, ножей от рубанка и стамески.
Спрос на дрель с такими насадками объясним. Дело в том, что профессиональная заточка вышеперечисленных элементов обходится очень дорого. А установить насадку на домашний инструмент очень просто да и лишних затрат не требует. Пользоваться конструкцией легко, сверла всегда будут иметь идеальное режущее острие. Именно от остроты сверла зависит качество проделанной работы.
Комплект для заточки сверла
В наборе с дрелью идет приспособление для заточки. Но им пользоваться неудобно. Придется держать сверло на весу и при этом еще следить за симметричностью и правильным углом при заострении конца. Такая задача по плечу не каждому мастеру. Не обойтись без специальной подставки для дрели. Она состоит из следующих деталей:
- стальной корпус;
- монтажное кольцо служит для монтажа корпуса с посадочной шейкой самой дрели;
- верхняя крышка выполняет роль кондуктора в процессе затачивания сверла;
- шлифовальная головка.
Самая сложная деталь – это шлифовальная головка. Наждачный круг цилиндрической формы крепится гайкой. Его зажимают в токарном станке, а затем специальным инструментом приводят его торец к конической форме. Угол при вершине характеризует заточку сверла. Его выбирать следует исходя из материала.
Так, например, идеальный угол для алюминия составляет 140°, для чугуна — 118°, для низкоуглеродистой стали — 130° и т. д. У каждого материала свой оптимальный угол заточки.
Если нет возможности сделать подобные шлифовальные элементы, можно изменить конструкцию подставки для дрели. В дело пустите цилиндрический круг, а в крышке сделайте направляющие в виде отверстий под нужным наклоном.
Порядок сборки подставки
Собирают конструкцию в определенной последовательности. Сначала крышка вставляется в корпус, в верхнюю его половину. Чтобы ее скрепить, следует совместить радиусы их отверстий. Крепление обеспечивают два винтовых болта.
Затем на шейку самого инструмента одевается монтажное кольцо, а в патроне зажимается головка шлифовальная. Корпус устанавливается сверху монтажного кольца.
После монтажа можно приступать к заточке. Для этого включаем дрель. Сверло нужно подавать в подходящее отверстие. Такой подставкой сможет пользоваться даже неопытный мастер.
Многообразие заточек
К каждой модели дрели подходит определенный вид насадки
Нужно обратить внимание на диаметр шейки на подходящий тип сверла. Также следует обратить внимание на длину трубы-переходника
Иначе придется прижимать руками конструкцию. Но это относится к более дешевым моделям.
Например, модель Sparta 912305 совместима с диаметром 43 мм, предназначенная для спиральных сверл (по металлу d 3,5 – 10 мм.). Корпус имеет порядка 15 выемок для различных размеров в диаметре. А специальная форма камня позволяет точить под углом 118°. В комплекте идет запасной камень. Такая заточка обойдется от 600 рублей и выше.
Большим спросом пользуются оригинальные заточки фирмы Bosch. О них только хорошие отзывы. Аккуратнее с китайскими аналогами. Они могут подвести в самый ответственный момент.
Настоящие мастера советуют заранее определиться с теми работами, которые вы часто делаете по дому. А также оценить весь арсенал и характеристики уже имеющихся инструментов и дополнений к ним. Только после этого можно приступить к поискам подходящих насадок.
С полным набором насадок и приспособлений дрель превратится в идеальный многофункциональный инструмент, которым сможет пользоваться любой мастер независимо от его квалификации.
- Николай Иванович Матвеев
- Распечатать
Стойка для заточки сверл: особенности конструкции
Стойки, как и другие устройства для заточки сверлильного инструмента, могут быть промышленного или бытового типа. Промышленные отличаются большими размерами, расширенным функционалом, позволяющим обрабатывать сверла различными способами. Бытовые гораздо компактнее, но имеют меньшее количество опций.
Стойки для заточки сверл бывают как промышленные, так и бытовые
Обычно стойки идут в комплекте с точильными станками. Крепятся они на станину при помощи болтов и гаек. Сверло, подлежащее заточке, фиксируется в зажимном устройстве стойки.
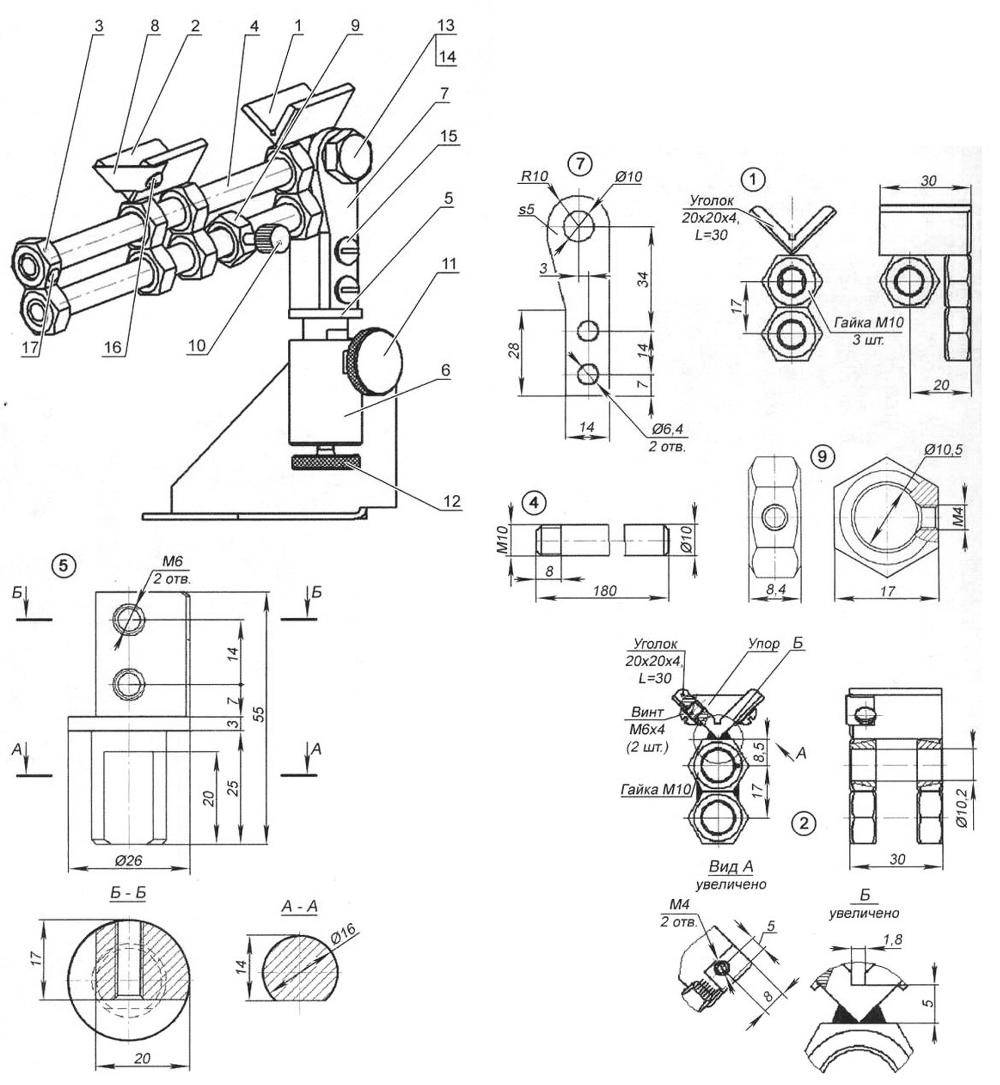
Основными элементами конструкции являются:
- основание;
- стержень, непосредственно к которому посредством мобильных и стационарных зажимных устройств крепится сверло;
- упор;
- каретка и винт регулировки подачи;
- зажимные винты и гайки.
По аналогии с фабричным вариантом стоек умельцы пытаются подобное приспособление для заточки сверл сделать своими руками
В таких случаях особое внимание следует обращать на два узла конструкции и их функционирование:
- положение сверл устанавливается при помощи оси и винта регулировки;
- необходимый угол создается соответствующим наклонным положением основания.
Стойки продаются самостоятельно или в комплекте с точильными станками
Наиболее сложным моментом при самостоятельной сборке устройства является обеспечение точности обработки. В изготовленных на производстве стойках эти функции выполняет специальная шкала, составляющая часть конструкции. В самодельных конструкциях наиболее надежным будет применение шаблонов.
Вторая гайка на размер меньше
Накладываем сверху вторую гайку меньшего размера.
back to menu
Шаг №4 — свариваем гайки
Свариваем гайки друг с другом
Фиксируем обе гайки в тисках, и прихватываем их электросваркой. Двух точек будет достаточно.
Приспособа готова к работе
В целую гайку вворачиваем болт. Приспособление готово к использованию.
back to menu
Шаг №5 — вставляем сверло
Вставляем сверло
Вставляем сверло в приспособление и фиксируем его болтом так, чтобы его кончик немного выступал за грани гайки с пазом.
back to menu
Точим согласно граней гайки
Затачиваем сверло на наждаке или болгарке. Грани гайки стараемся не стачивать.

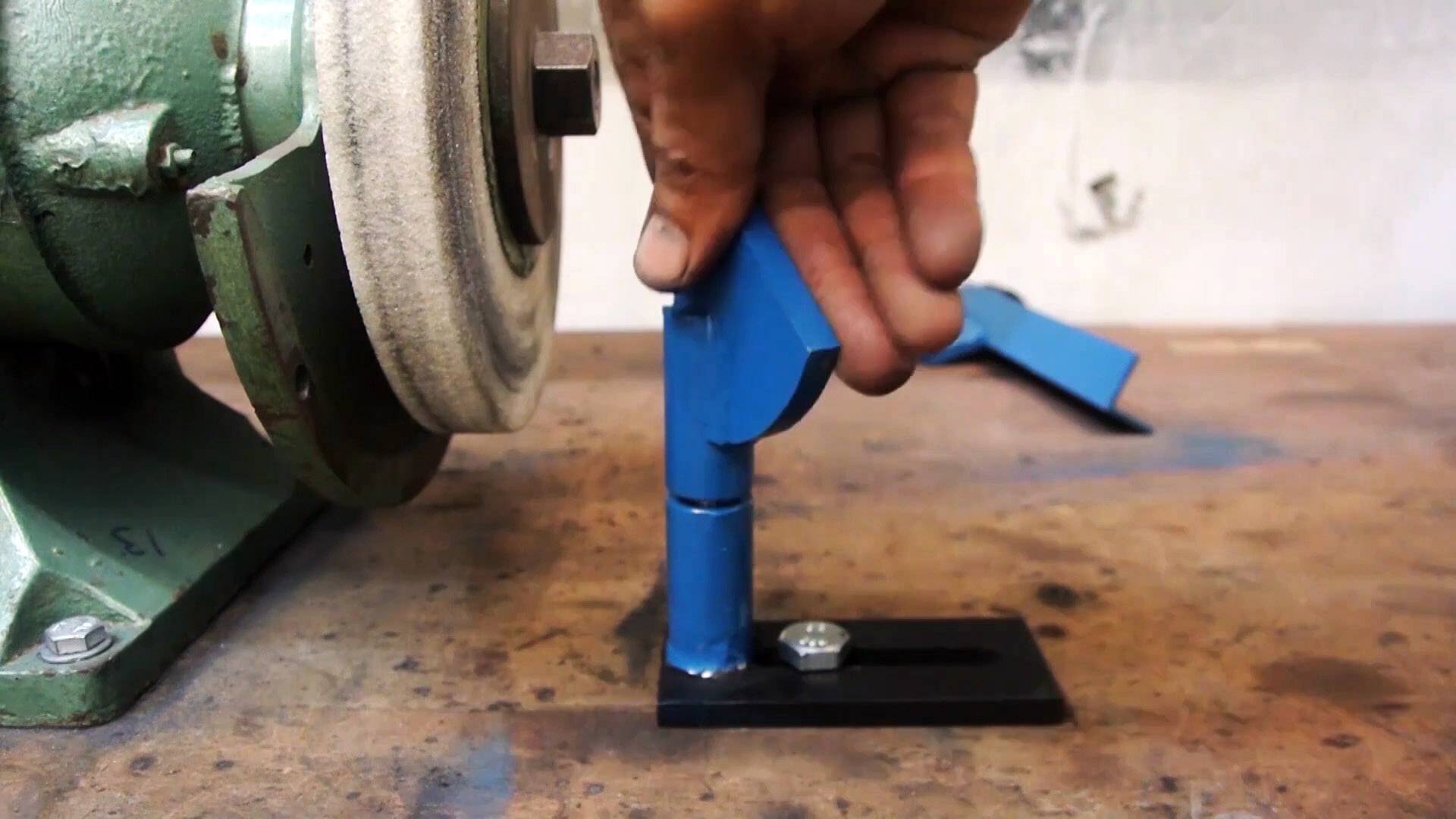


Заточка сверла окончена
Сверло заточено. Угол в 120 градусов выдержан.
back to menu back to menu
Приспособление для болгарки: плюсы и минусы разных вариантов
В качестве электроинструмента, который успешно приспосабливают для выполнения заточки сверл, является болгарка. Возможностей применения масса. Можно выделить два основных способа:
- держатель сверла представляет собой отдельную конструкцию;
- направляющие и крепление фиксируются непосредственно к болгарке.
Приспособление на болгарке имеет как достоинства, так и недостатки. Что касается первого варианта, то следует отметить большое количество подобных приспособлений для заточки сверл своими руками. Видео в интернете, содержащие инструкции, подробно и доступно демонстрируют процесс их изготовления.
Второй способ относится к менее распространенным. Именно поэтому о нем стоит рассказать немного подробнее. Приспособление фиксируется к кожуху электроинструмента. Направляющая выполнена из металлического уголка, положение задней кромки фиксируется вручную. Прибор в целом компактный, состоящий из вполне доступных комплектующих.
Как и многие самодельные устройства, данное приспособление тоже подверглось серьезной критике. Отмечается трудоемкий способ изготовления. Высказываются опасения, что без отсутствия регулировки числа оборотов сверло будет перегреваться в ходе обработки. Наиболее острые замечания касаются разрушающего воздействия выполнения заточки на боковые части круга. Повреждение армирующего слоя может привести к рассыпанию диска на отдельные кусочки.
Приспособление на дрель для заточки сверл: основные элементы
Практически все предлагаемые на рынке насадки на дрель для обточки сверл имеют одинаковую конструкцию. Это пластиковый корпус, куда помещен точильный элемент определенной формы, позволяющий выполнять обработку режущей поверхности инструмента под нужным углом. Вращается устройство при помощи дрели. Соединение с валом осуществляется специальной муфтой.
Крышка корпуса имеет отверстия, в которые вставляются сверла соответствующих диаметров. Отверстия выполнены так, что режущая кромка соприкасается с наждачным кругом только в необходимых местах. Отсутствие такой крышки-кондуктора значительно усложняет процесс заточки, так как сверло приходится держать вручную.

Устройство на дрель для заточки – это пластиковая насадка в которую помещается точильный элемент и сверло
В интернете достаточно много демонстрационных видео «Приспособления для заточки сверл». Перед применением приобретенной насадки стоит обратиться к видео с инструкциями, это поможет избежать ошибок.
По аналогии с фабричными чаще всего выполняются и самодельные устройства:
- корпус изготавливается из металла;
- патрон дрели и наждачный круг соединяются монтажным кольцом;
- наждачному элементу придается форма конуса, которую обычно создают на токарном станке;
- крышка с отверстиями разных диаметров может быть изготовлена из дерева, металла, полимера с добавками.
Наиболее сложным этапом при выполнении насадки для дрели своими руками является создание крышки.
Приспособа для заточки сверл своими руками
Перевёл alexlevchenko для mozgochiny.ru
Признаюсь, заточка инструмента всегда вызывала у меня тихий ужас.
Нужно думать не только о вращающемся точильном камня, который выступает источником потенциальной опасности, но еще и угол заточки держать… Думаю, статья будет полезна начинающим мозгочинам, а к опытным камрадам у меня убедительная просьба дополнить изложенную ниже информацию или рассказать о своём методе выдержки угла заточки.
- Материалы
- Инструменты
- Транспортир;
- Малка (приспособление) — столярный и слесарный инструмент для разметки и измерения углов, черчения параллельных линий. Состоит из двух частей, скреплённых между собой зажимным винтом. Более толстая часть (колодка — основание) прижимается к заготовке, по тонкой части (линейке) производится разметка. Иногда между двумя частями малки нанесена шкала для измерения углов. Большие малки могут применяться при строительных работах;
- Дрель со сверлом по дереву;
- Отвертка.
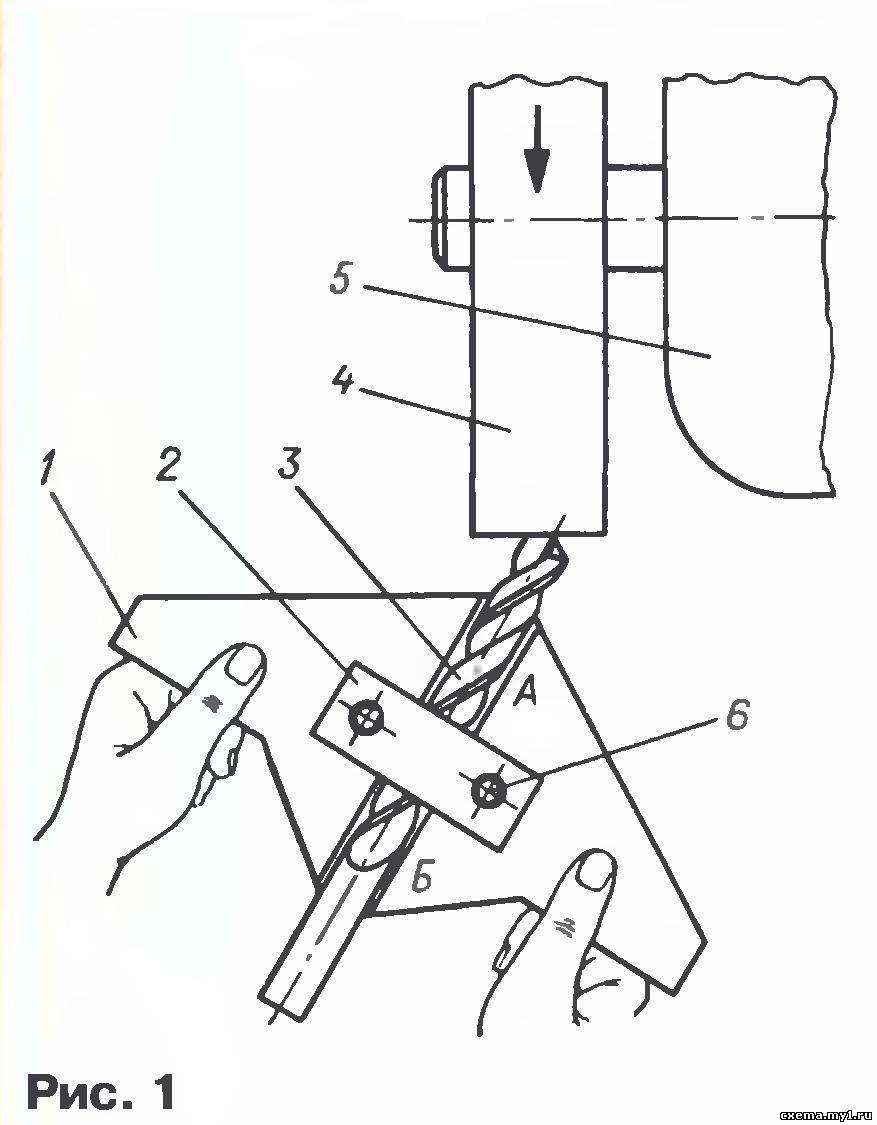
Прочертим две прямые линии на бумаге под углом 59 градусов. Цель – заточить сверло под этим углом.
Шаг 2: Размечаем угол на бруске

Используя малку, переносим угол 59 градусов на деревянный брусок. В качестве заготовки использовал дерево твердых пород. Толщина бруска 15 мм. Направляющей будет выступать винт с мелким шагом резьбы под шлицевую отвертку, поэтому сквозное отверстие должно быть немного меньшего диаметра, чем диаметр винта, чтобы он плотно вкручивался в брусок. Сверлить сверлом по дереву легче, когда начинаете сверлить под углом. На глаз определяем место, где удобнее всего расположить винт.
Шаг 3: Вкручиваем винт и проверяем угол
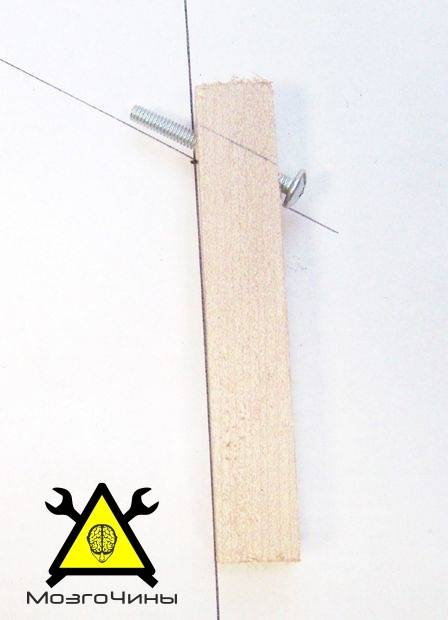
Вкручиваем винт в брусок. Заранее следует определить максимальный диаметр сверла, что будет затачиваться. Для данной поделки диаметр сверла будет больше 15 мм. Поэтому следует выбрать винт достаточной длины, чтобы он проходил через брусок и выступал на половину от наибольшего диаметра затачиваемого сверла.
Если угол, под которым винт выходит из бруска не соответствует эталонной линии, просверлите другое отверстие и попробуйте снова.
Шаг 4: Используем эталон

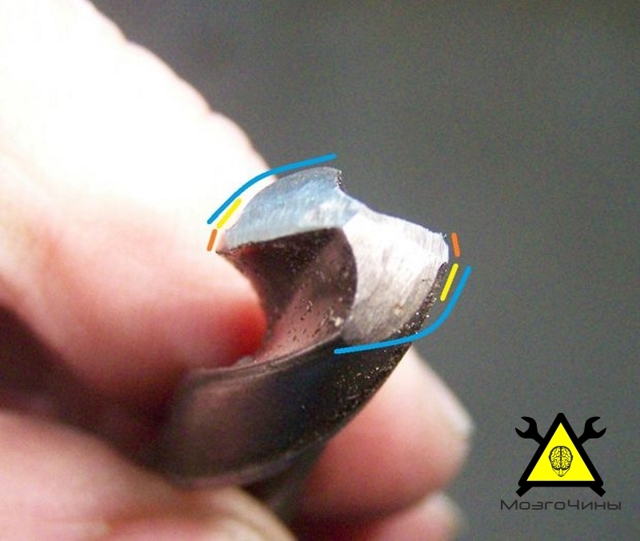
Прокрутим винт на несколько оборотов, чтобы конец резьбы находился над центром сверла.
Как только вы заточите одну сторону (используя резьбу винта, как метки), поверните сверло на половину и посмотрите на отметки на винте. Повторите операцию для другой стороны сверла.
Шаг 5: Заточка
Что касается заточки сверл, на сайте представлена подробная статья Как заточить сверло — ручная/нестандартная/специальная заточка сверл. В дополнение к изложенному в ней материалу предлагаю посмотреть видео англоязычного кулибина.
Спасибо за внимание)
(A-z Source)
Советы по изготовлению приспособлений для заточки сверл своими руками
Стоит отметить, что сверла, применяемые для работы по дереву, пластику, гипсокартону и другим материалам, имеющим относительно небольшую плотность (исключение составляют твердые породы деревьев: дуб, граб, белая акация и т. д.), в заточке нуждаются редко. Совсем иначе ведет себя подобный инструмент по металлу. Здесь восстановление режущей кромки может требоваться часто, в зависимости от интенсивности работ и особенностей обрабатываемого материала.
Как это ни странно, но чаще именно профессионалы предпочитают применять собственные приспособления.
Заточка сверла по металлу своими руками требует определенных профессиональных навыков:
- развитого глазомера;
- знания особенностей электротехнических устройств;
- понимания специфики металлообработки конкретных изделий.
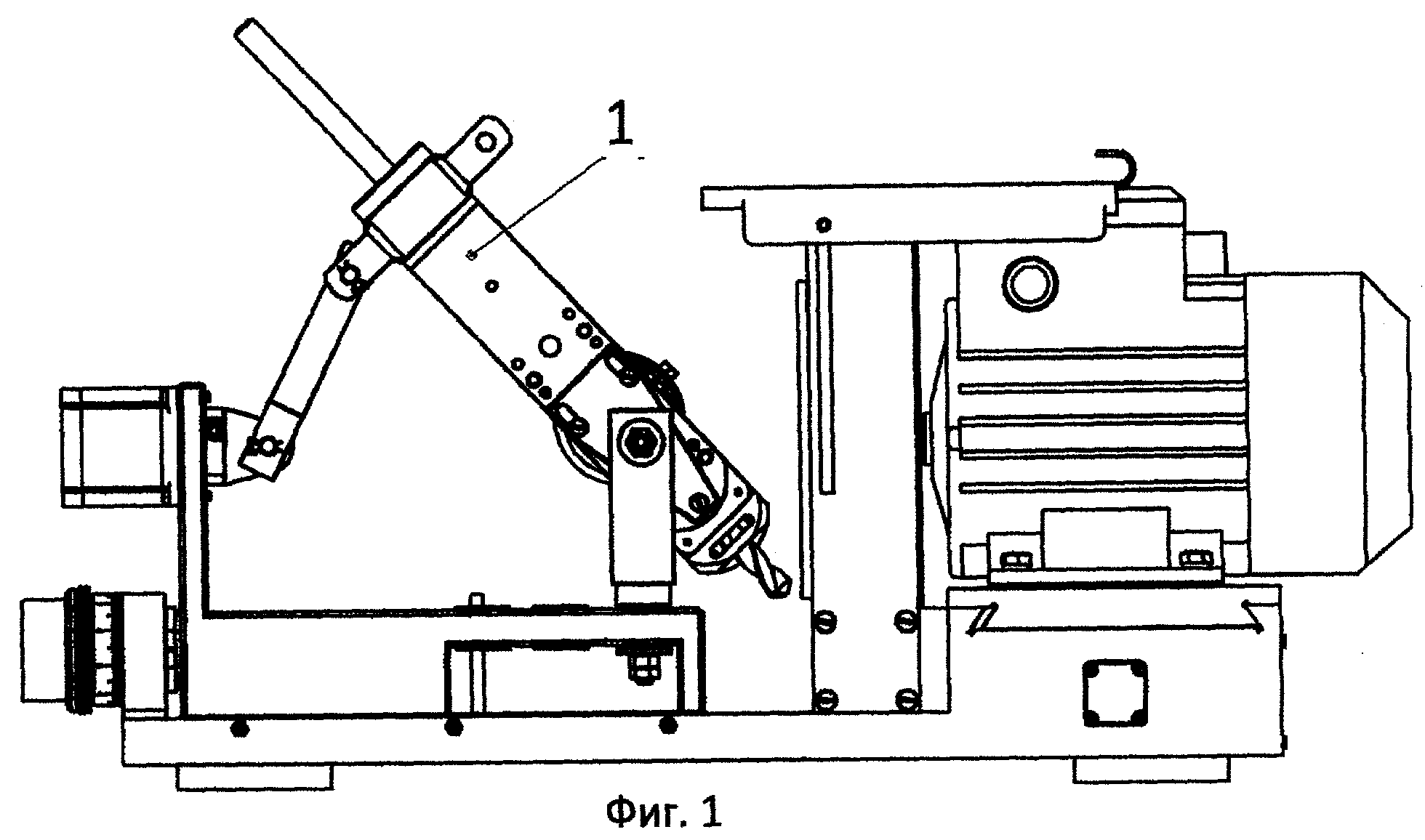
Ручная обработка неэффективна даже при высоком уровне профессионализма уже по причине того, что занимает много времени. Самодельное устройство должно быть механизированным. Для его изготовления необходимо произвести определенные расчеты, подобрать электродвигатель и дополнительно изготовить соответствующие техническим требованиям другие элементы конструкции.
Изготавливая устройства своими руками можно создать именно то, что необходимо в работе.
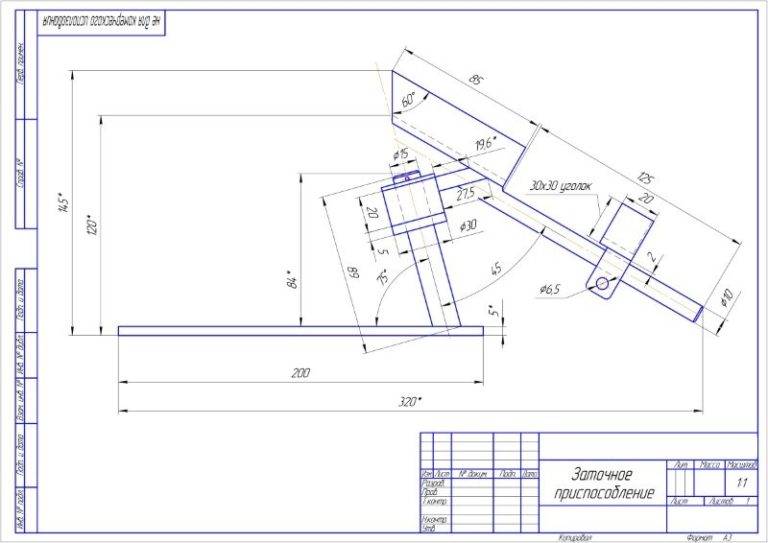
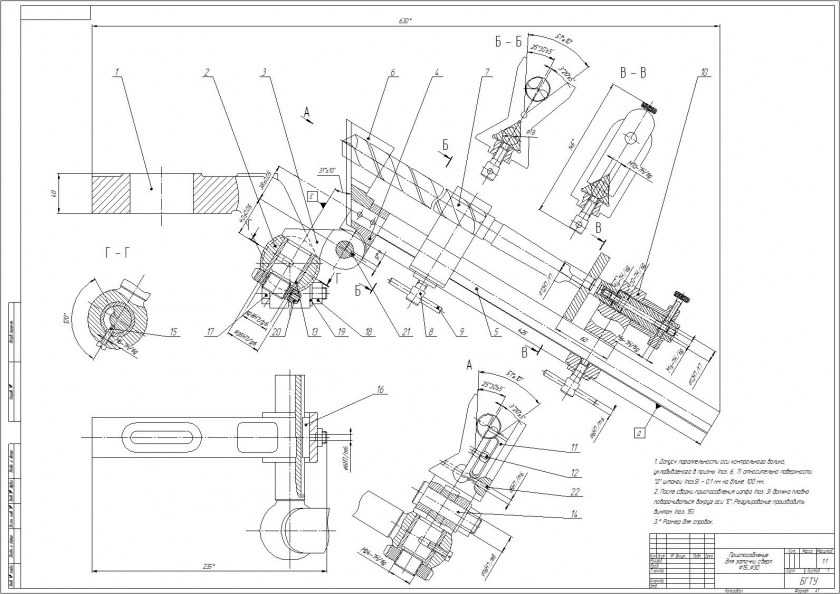
Чтобы в итоге получить устройство с желаемым функционалом, предварительно стоит выполнить чертеж. Приспособлений для заточки сверл на сегодняшний день существует довольно много. Если возникают трудности в плане проектирования, можно обратиться к интернету, где предложено немало схем самодельных точильных установок.
На заметку! Чертеж будущего точильного устройства должен содержать размеры всех элементов конструкции, включая крепежные приспособления.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
Углы рабочей поверхности
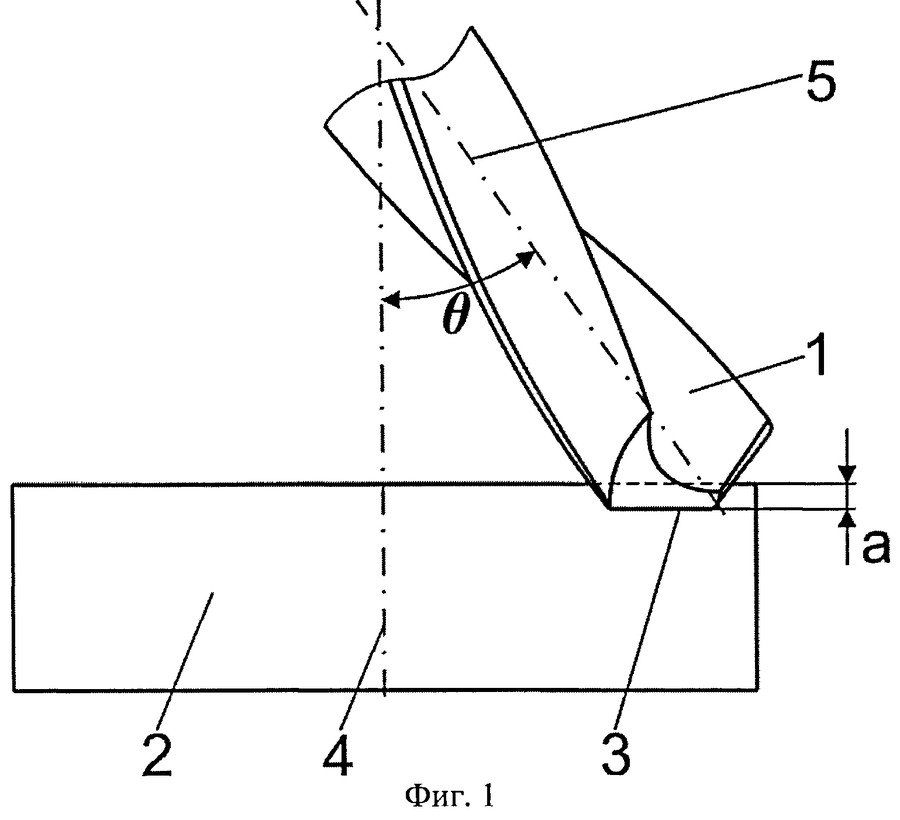
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°






При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
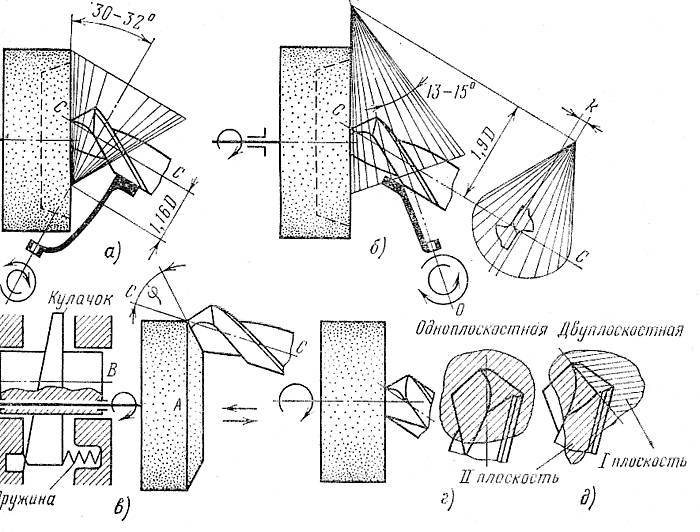
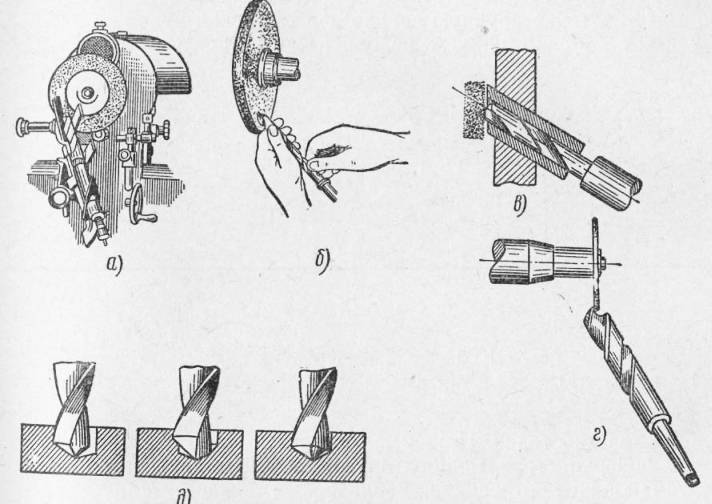
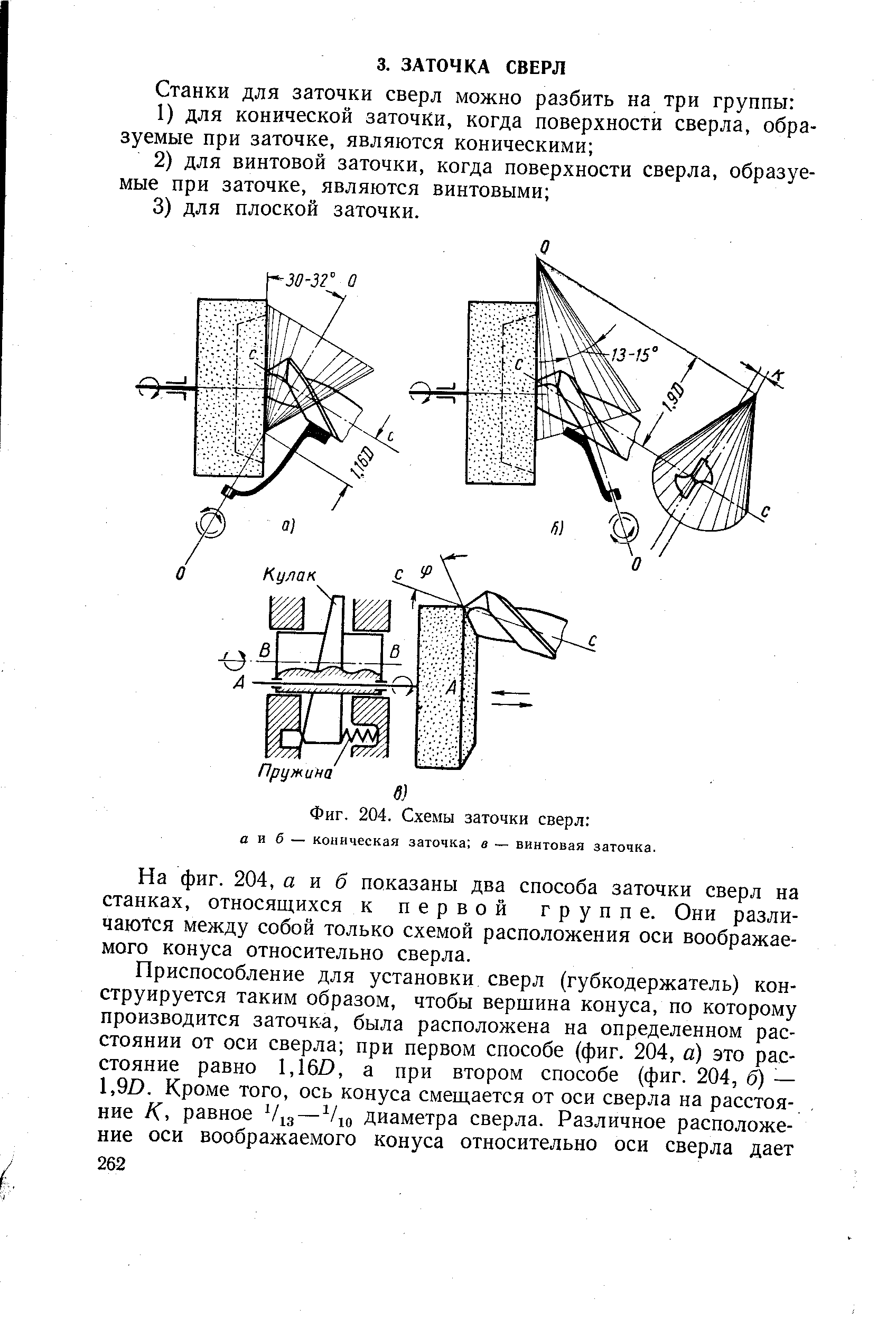
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Специфика заточки сверл с различной формой режущей части
Первым признаком, свидетельствующим о том, что сверло нуждается в заточке, является характерный скрип в начале его работы. Пренебречь данным показателем нельзя, потому как это может иметь дальнейшие негативные последствия:
- кромка сверла начнет крошиться;
- двигатель будет испытывать перегрузку;
- появятся заусенцы на обрабатываемой поверхности.
В первую очередь, способ заточки будет зависеть от формы режущей части сверла
Вопрос о том, как правильно заточить сверло, будет рассмотрен на примере спирального варианта. Способ заточки зависит от формы, которую необходимо придать режущей части. Вид заточки может быть следующим:
- одноплоскостным;
- двухплоскостным;
- цилиндрическим;
- коническим.
В ходе одноплоскостной заточки сверло просто приставляется параллельно к абразивному кругу, не перемещается. Таким простым способом можно затачивать сверла размером до 3 мм. Двухплоскостная заточка выполняется подобным образом.
Несколько сложнее производится коническая заточка. Сверло следует взять двумя руками: левой – ближе к конусной рабочей части, правой – за хвостовик. Прижимать инструмент нужно к торцевой части шлифовального круга режущей кромкой и задней плоскостью. Правой рукой следует покачивать сверло. Подобным способом выполняется и цилиндрическая заточка.
Заточка сверла конической формы производится с торцевой стороны шлифовального круга
Как заточить сверло правильно: возможные ошибки и их предупреждение
Несмотря на большое количество информации о том, как точить сверла по металлу, даже имея достаточные теоретические, а иногда и практические знания, многие допускают ряд ошибок. Предсказать последствия нетрудно: при обточке крошится режущая кромка, инструмент перегревается, рез имеет погрешности размеров, возможны шероховатости и неровности на обработанных поверхностях.
К типичным ошибкам при заточке сверл относятся следующие отклонения от нормы:
- Разная длина режущих кромок. Центр сверления является смещенным относительно оси инструмента. Заточенное таким образом сверло будет испытывать биение, попасть точно в центр станет крайне затруднительным. Чаще всего такие сверла в процессе работы ломаются.
- Асимметричность углов при точно выставленном центре. После такой обработки у инструмента останется рабочей только одна режущая кромка. Сверло будет нагреваться, а выполненное им отверстие приобретет диаметр больше, чем у инструмента.
Ошибки при заточке сверл допускают не только новички, но иногда даже профессионалы
Перечисленные выше ошибки более всего являются следствием неправильно разработанного точильного устройства. И здесь снова стоит вернуться к чертежам. Приспособление для заточки сверл своими руками должно иметь функциональный держатель угла заточки. Его применение обеспечит правильное выполнение обработки режущих поверхностей.
Показатели величины углов заточки сверл по металлу
Независимо от того, на каком устройстве выполняется заточка, процесс должен быть контролируемым. В данном плане наиболее совершенные станки с электронным управлением. Возможность регулировки на электромеханических устройствах также позволяет качественно выполнить обработку.
Очень важным показателем является величина угла заточки. Она неодинакова у разных материалов, так как последние отличаются уровнем плотности и спецификой структуры.
Таблица, содержащая информацию о правильных углах заточки сверл:
| Обрабатываемый материал | Угол заточки |
| Сталь, чугун, бронза твердосплавная | 115-120° |
| Бронза мягкая, латунные сплавы | 125-135° |
| Медь красная | 125° |
| Алюминий и мягкие сплавы на его основе | 135° |
| Гранит, керамика | 135° |
| Древесина любых пород | 135° |
| Магний и сплавы на его основе | 85° |
| Силумин | 90-100° |
| Пластик, текстолит | 90-100° |
Контролировать правильность заточки сверл удобно при помощи шаблонов.