

Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Как правильно паять полипропиленовый трубопрокат – общие понятия
С первого взгляда этот процесс кажется очень простым. Разогревают элементы, соединяют их, и скрепляют. Но, практика доказала, что в таких действиях существует множество нюансов, пренебрежение которыми приведет к некачественному результату, то есть к плохо работающей магистрали, и начинающим мастерам нужно внимательно отнестись к определенным моментам.
Главная проблема заключается в том, что плохо проделанную работу можно определить только через определённое время функционирования магистрали
Поэтому, так важно, выполняя пайку своими руками, следовать определенным правилам
Cварка полипропиленовых труб и фитингов основана на методе термополифузии. Его суть заключается в разогреве свариваемых элементов, и быстрой их состыковки. Для соединения нам понадобиться специальный аппарат, именуемый паяльником.
На что обратить внимание
Температурные режимы для спайки описываются в инструкциях к инструменту. На современных изделиях установлен автоматический режим нагрева в зависимости от размера монтируемой сети и глубины сварки. На предыдущих марках силу нагрева подбирали вручную.
При какой температуре паять пластиковые трубы? При спайке полиэтиленовых стояков устанавливаем температурный регулятор в районе 220 ° С, для полипропиленовых – 260 °С. На механизме нагрева имеется индикатор, который показывает готовность прибора к использованию. Индикатор горит только в режиме нагрева.
Продолжительность паяния зависит от окружного радиуса трубопровода, и может составлять от 5 до 40 сек. Не следует перегревать концы. Это может вызвать образование закупорки в месте спайки.
Если требуется провести монтаж водоподачи одного размера, то не следует переплачивать за количество насадок и наличие температурного механизма.
Если планируется большой объем производства длительного характера с применением сетей различных размеров по окружности, то приобретаем универсальный прибор для соединения с последними техническими возможностями и характеристиками.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
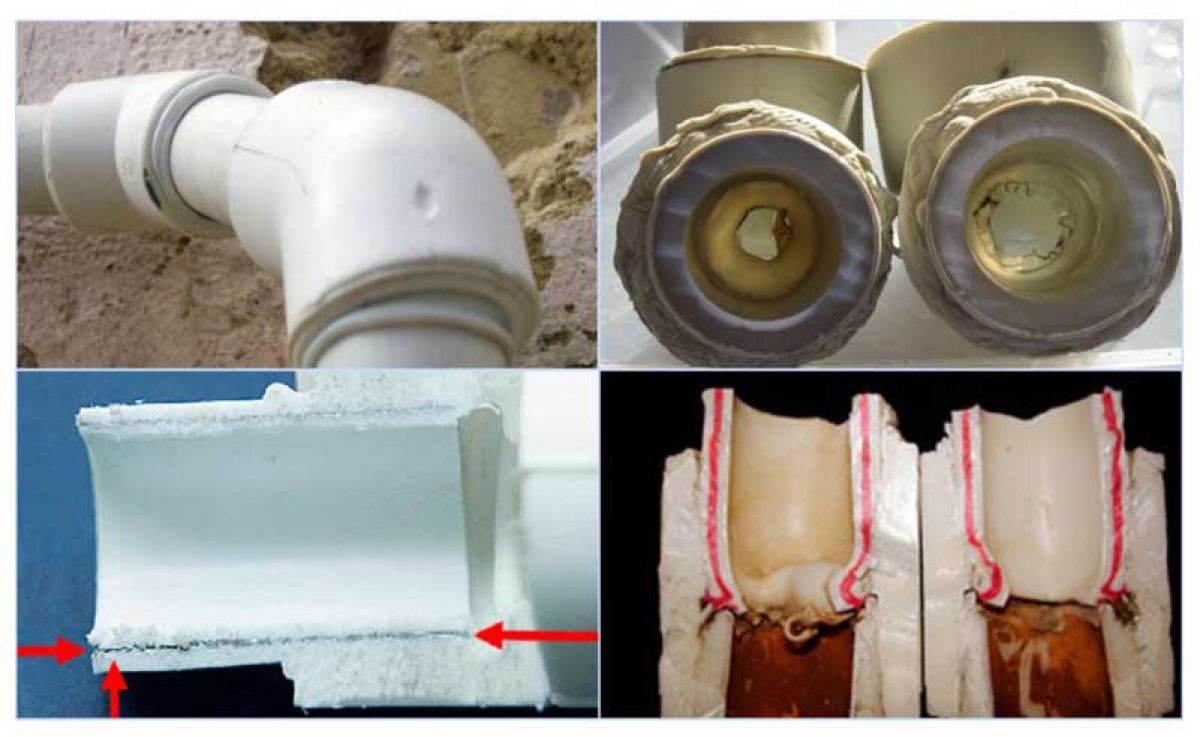
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.
Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Какой паяльник применить
Для любительской пайки своими руками сгодится незамысловатый, недорогой паяльник мощностью от 800 Вт. Но самый дешевый лучше не покупать, там скорее всего слишком много будет недочетов, и он, наверное, быстро перегорит, развалится например, отломается ручка!
Виды полипропилена со свойствами
Полипропилен (PP) получают полимеризацией исходного сырья в присутствии катализаторов.
Для производства изделий применяют 4 разновидности материала:
- PP-H (полипропилена гомополимер). Благодаря стойкости к внутреннему давлению активно используется в промышленности.
- PP-B (mPP) – смесь полипропилена и полиэтилена, материал с температурой плавления около +110 °С и низким модулем упругости. Широко применяется в производстве бытовых изделий.
- PP-R (PPCP) – смесь пропилена и этилена. Обладает высокой ударной вязкостью и держит давление при больших температурах. Применяется в системах холодного и горячего водоснабжения, отопления бытового и промышленного назначения.
- PP-RCT – термостабилизированный сополимер, устойчивый к высоким температурам и более прочный, чем аналоги. Позволяет сократить вес изделий за счет уменьшения толщины стен.
Необходимый инструмент
Выполнять сварку полипропиленовых труб своими руками этим приспособлением не сложно, и под силу каждому начинающему мастеру. Стоимость инструментов этой линейки составляет от восьми до четырнадцати тысяч рублей. Но, для разовой работы покупать такой аппарат не рекомендуют. Это экономически не оправдано. Лучше взять его в аренду в любой монтажной компании. Аппарат для сварки пластиковых труб зачастую продают совместно с насадками разного диаметра, (чтобы была возможность состыковывать трубы различных сечений) покрытых тефлоном. Так же для работы нам понадобиться следующий инструмент.







- Резак для трубного сортамента. Этот инструмент тоже дополняет комплектацию описываемого устройства.
- Шейвер. Это приспособление предназначено для армирующей прослойки на усиленных трубных изделиях.
- Линейка.
- Средства, которыми выполняют обезжиривание.
- Фитинги.
- Хорошо подточенный нож.
- Маркер и ветошь.
- Напильник.
Производим разметку глубины посадки трубного изделия
Это тоже очень важный момент для начинающих – умение правильно разметить глубину посадки трубного изделия в фитинг. Фасонные элементы разного диаметра имеют неодинаковое углубление сварного стыка. По этой причине сварка может выполняться только после измерения этого габарита линейкой или штангенциркулем.
Это необходимо для предотвращения «посадки» трубного изделия слишком глубоко. Если проигнорировать данное предупреждение, то проход стыка сужается. А это чревато неэффективной работой системы в последующем. Следовательно, этот расчет необходимо выполнять с особой точностью.
Ошибка, связанная с водой и грязью на соединяемых изделиях
Профессиональный установщик обязательно протирает все скрепляемые детали перед началом работ, чтобы удалить загрязнения на поверхности. Следует также тщательно вымыть пол в помещении, где производится сварка, ведь трубы кладутся на пол, а на них снова может попасть грязь. При демонтаже сломанной трубы зачастую можно найти четкий след от грязи по всей длине соединения.
Остаток жидкости в трубе может стать роковым для соединения. Несколько капель во время нагревания превращаются в пар, материал деформируется и теряет надежность. Чтобы удалить жидкость из трубы, необходимо набить в неё измятый хлебный мякиш или затолкать обычную соль. После окончания работ трубу нужно тщательно промыть. Соединение, выполненное с такими недоработками, может оставаться надежным даже во время опрессовки, но спустя некоторый период времени (нередко даже целый год) течь в любом случае появится. Данная ошибка встречается при пайке стабилизированных труб, если фольга была удалена небрежно с промежуточного слоя. Даже крошечный кусочек фольги в месте скрепления отдельных частей значительно ухудшит качество монтажа.
Чистыми должны быть не только изделия, но и паяльник. Мастеру нужно своевременно удалять частички расплавленного полипропилена с нагревательных элементов оборудования, иначе они могут попасть на следующий участок конструкции.
Применение и свойства
 В частных домах все чаще применяют полипропиленовые материалы для создания водопроводных магистралей. Используя изделия большого диаметра, изготавливают канализационные трубопроводы для отвода стоков из дома. Успешно используют такие трубы и при изготовлении систем отопления. Полипропилен хорошо выдерживает высокую температуру, до которой может нагреваться теплоноситель.
В частных домах все чаще применяют полипропиленовые материалы для создания водопроводных магистралей. Используя изделия большого диаметра, изготавливают канализационные трубопроводы для отвода стоков из дома. Успешно используют такие трубы и при изготовлении систем отопления. Полипропилен хорошо выдерживает высокую температуру, до которой может нагреваться теплоноситель.
Полипропиленовые трубы обладают множеством преимуществ:
- длительный срок эксплуатации;
- низкая теплопроводность, что позволяет избежать потерь тепла в магистралях систем отопления;
- малый вес, что значительно облегчает монтаж;
- устойчивость к коррозии;
- эластичность, что позволяет выдерживать кратковременное замораживание жидкости внутри трубы и предотвращать разрушение материала;
- низкая цена изделий из полипропилена.

Полипропиленовые трубы могут армироваться металлической фольгой или нитями из стекловолокна.
Изделия, армированные алюминиевой фольгой, рекомендуется использовать для монтажа систем отопления или горячего водоснабжения. Фольга будет препятствовать проникновению содержащегося в воздухе кислорода внутрь системы. Сам полипропилен все-таки способен пропускать некоторые его количество. Растворяясь в горячей воде, кислород может вызывать усиленную коррозию отопительных приборов, особенно изготовленных из стали.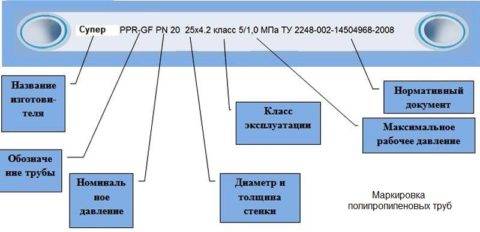
Материалы, армированные стекловолокном, представляют собой трехслойную конструкцию. Слой стекловолокна находится между двумя слоями полипропилена. Такие трубы более эластичные, чем армированные металлической фольгой, но прочность их несколько не ниже.
Сварочный процесс
Любой мастер отметит, что вне зависимости от выбранного метода пайки, есть необходимые пункты, от качества выполнения которых зависит вся последующая эксплуатация:
- места соединения должны быть тщательно зачищены от любой грязи;
- стык труб должен быть обезжирен;
- тщательная подготовка фитингового стыка – не забывайте, что труба не должна быть введена до упора;
- снятие фасок – труба должна плотно и без усилий войти в фитинг.
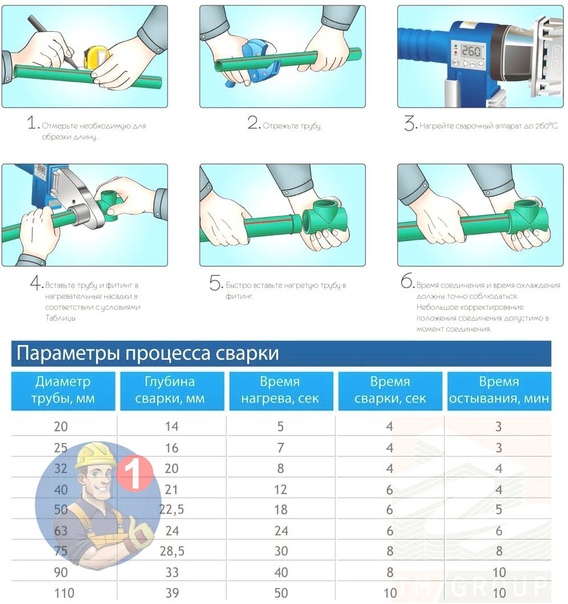
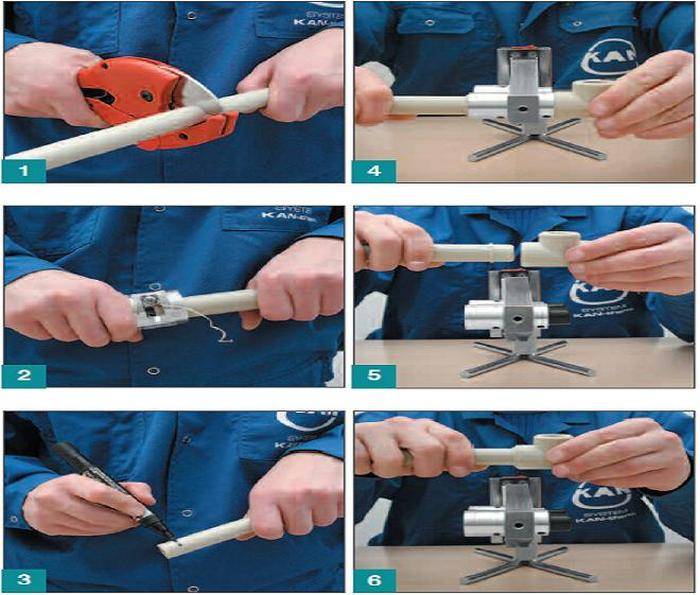
Завершив подготовительный этап, начинает переход к самой сварочной процедуре. Пайка труб ПВХ несложный процесс, его можно разделить на четыре части:
- нарезка;
- прогрев;
- соединение;
- охлаждение.

Ножницы для труб
Четыре простых слова как нельзя четко поясняют весь необходимый процесс, иллюстрируя его простоту и упорядоченность. Не забывайте, что для нарезки труб следует использовать специальные, остро заточенные ножницы – это убережет трубы от трещин, сколов, деформаций. Аппарат для пайки труб ПВХ так же должен быть строго ориентирован на правильный диаметр изделия. Вдумчивость и серьезный подход к делу, это половина грамотно выполненной работы.
Непосредственно пайка должна производиться с соблюдением правил безопасности, предусматривающих использование термоперчаток. Этот довольно громоздкий элемент защитной одежды убережет вас от ожогов, и предотвратит несчастный случай. Не отмахивайтесь от своей безопасности, это очень важный аспект в работе. И не следует отмахиваться от того, что воспроизведение нагрева – самый важный этап. Ваши действия должны быть четкими, слаженными и уверенными, чтобы плавкие элементы не остыли и должным образом соединились промеж себя. А это будет весьма затруднительно сделать, если вам придется отвлекаться на обожженные руки.
Следующий этап требует к себе внимания и чуткости – разогретые и соединенные трубы необходимо тщательно фиксировать, и при этом не применять внешнего воздействия виде нагрузок.
Заключительный этап удивительно прост – вы должны дать спайке остынуть. Времени всегда требуется разное количество, но есть ориентир – не меньше 20-ти минут.
Тщательная, поэтапная инструкция показала, что вся процедура довольно проста, и не отличается запредельной сложностью. Но прежде чем приступать, усвойте одну простую истину – более всего здесь важен грамотный расчет и ответственный подход. Допущенная небрежность обернется неприятностями в эксплуатации в довольно скором времени. А учитывая, что паяльник, это не безопасная игрушка, халатность может привести к несчастному случаю. Изделия, получившие тщательную и грамотную обработку, будут радовать своих владельцев долгой службой, без нареканий и правок.

Соединение труб ПВХ
Как избежать ошибок во время пайки?
За время работы, мастера выявили самые распространенные ошибки, способные «запороть» всю работу и привести конструкцию к краху. На ранних этапах ошибки могут быть и незаметны, но все это вскроется в дальнейшем. Потому, внимательно изучите список моментов, в которых уже были допущены ошибки другими людьми. Это позволит вам избежать неприятных сюрпризов в своей работе.
- ошибочное сведение соединяющих элементов;
- чрезмерное усилие, вложенное в процесс стыковки труб;
- малый прогрев места стыка;
- чрезмерный прогрев;
- несоответствие нагревательного элемента диаметру изделия.
Остановимся на каждом случае чуть подробнее.
Если в момент совмещения труба не была введена до упора, возникает зазор. Внешне этот момент не виден, что затрудняет его выявление в процессе пайки. Здесь ошибка возникает в результате малого приложения силы.
Однако когда вы прикладываете большую, чем требуется силу, это так же несет негативные последствия. Результатом чрезмерных усилий становится деформация трубы и возникновение препятствий для тока воды.
Малый разогрев изделия несет в себе дефекты в области стыка. Особенно учитывайте тот момент, что процедура стыка должны быть четкой и быстрой, только в этом случае соединение будет надежным.
Оптимальная температура – 260 градусов, возможный разброс 10. Такая температура будет идеальной вне зависимости от диаметра продукта. Именно этот уровень прогрева запускает все необходимые процессы. И оттого превышать нельзя, даже если у паяльника предусмотрена такая возможность.
Инструменты для соединения
Основной инструмент, используемый для соединения пластиковых труб – утюг для сварки. Это своеобразный паяльник, работающий от сети в 220В. Принцип работы устройства довольно прост. Роль нагревательного элемента утюга выполняет сварочный ТЭН, помещенный в металлический кожух.
Он прогревает до заданной температуры плиту, которая накаляет насадки. За поддерживание оптимальной температуры насадок отвечает терморегулятор. Пайке и типичным ошибкам, допускаемым при состыковке полипропиленовых труб, посвящена следующая статья, с которой мы советуем ознакомиться.

Утюг представляет собой компактный и легкий сварочный прибор, оборудованный посадочными местами под размещение гильзы для труб и дорна для фасонных изделий
В комплекте к утюгу идут нагревающие насадки стандартных размеров. Накаляясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.






Насадки подбирают в зависимости от диаметра используемых труб:
- 20-й размер – для труб диаметром в полдюйма;
- 25-й – для изделий диаметром 0,75 дюйма;
- 40-й – для элементов сечением 1,25 дюйма.
Поскольку стоимость такого сварочного аппарат довольно высока, а использовать его приходится не так уже часто, нет смысла приобретать оборудование. Инструмент лучше взять на день-два в аренду.
Для высококачественной нарезки и подготовки свариваемых участков лучше всего использовать специальный предназначенный для этого инструмент – труборез. С его помощью можно получить ровный, гладкий и красивый срез.

Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент оснащен прорезиненной рукояткой
За неимением трубореза работу можно выполнить болгаркой или ножовкой по металлу. Единственное – на месте среза после таких инструментов остается бахрома. Но ее не составит труда удалить, зачистив полосой наждачной бумаги.
Помимо основных инструментов для проведения работ потребуются также:
- угольник;
- строительная рулетка;
- простой карандаш или маркер.
Планируя соединять трубы методом «холодной» сварки, необходимо заранее приобрести термоактивный клей, изготовленный на основе полиэфирной или эпоксидной смолы, либо же его термопластичный аналог, произведенный на основе каучука.
Особенности
Как и при работе с любым другим видом сантехнических коммуникаций, монтаж полипропиленовых труб имеет ряд особенностей.
- При стыковой сварке стенки не должны быть толще 4 мм. Стыкующиеся поверхности должны быть отторцованы, при этом должна соблюдаться строгая параллельность соединяемых элементов. При стыковке рекомендуется использовать специальные направляющие.
- Так как нарезку резьбы на полипропиленовой трубе сделать нельзя, для резьбовой стыковки применяют резьбовые фитинги, а для герметичности соединения используют уплотнитель и тефлоновую ленту.
- При сварке полипропиленовых труб нужно обязательно проветривать помещение. При отрицательной температуре в помещении нельзя проводить подобный вид работы, так как стыковка при недостаточном нагреве элементов не гарантирует герметичность соединения.

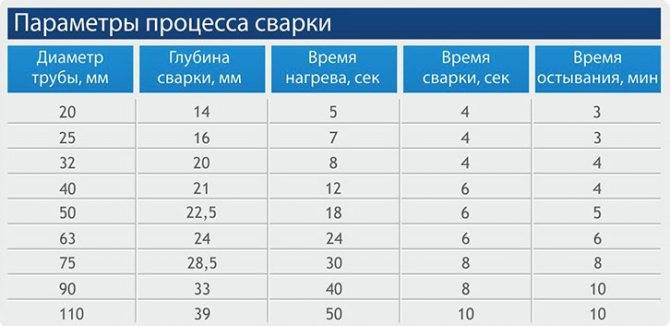
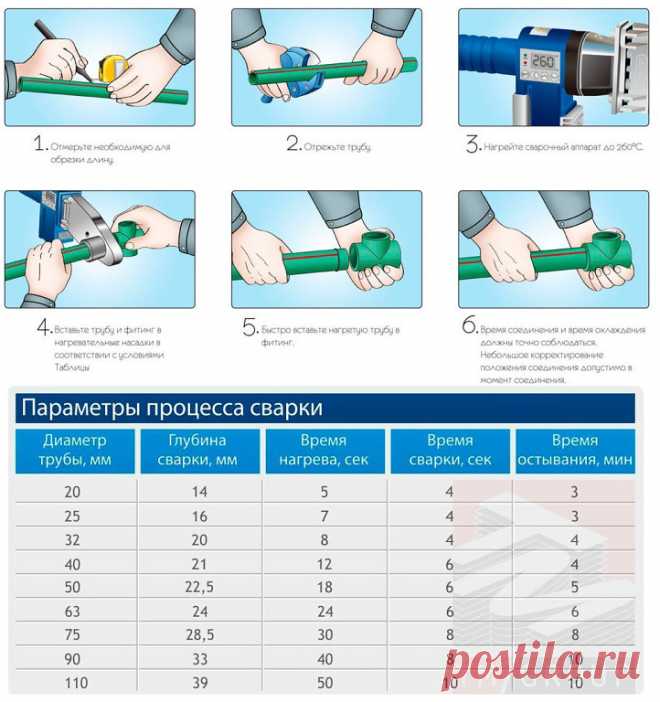
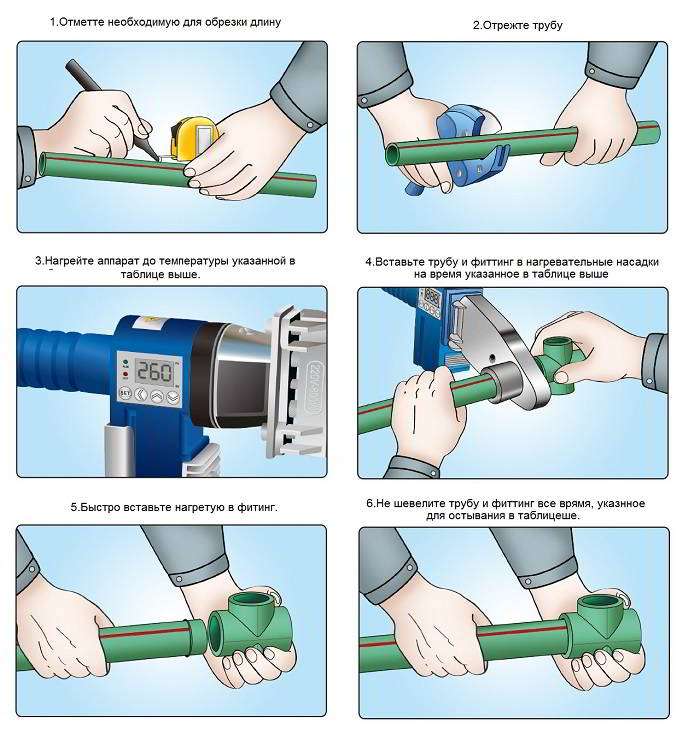
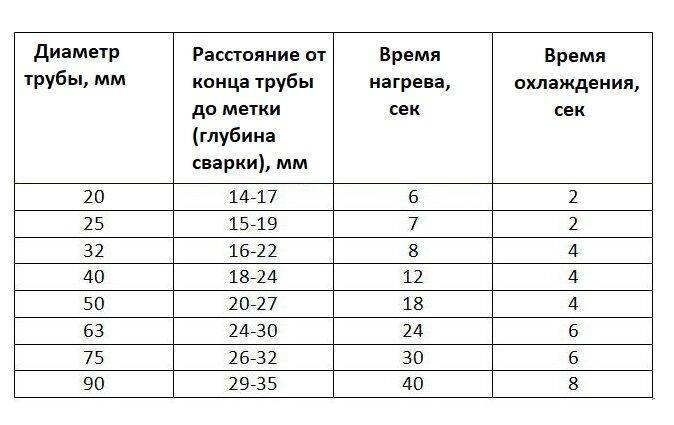
При сварочных работах с полипропиленовыми трубами необходимо нагреть паяльник до нужной температуры и установить его на подставку. При работе следует соблюдать технику безопасности, так как речь идет о высокой температуре, составляющей 260 С.
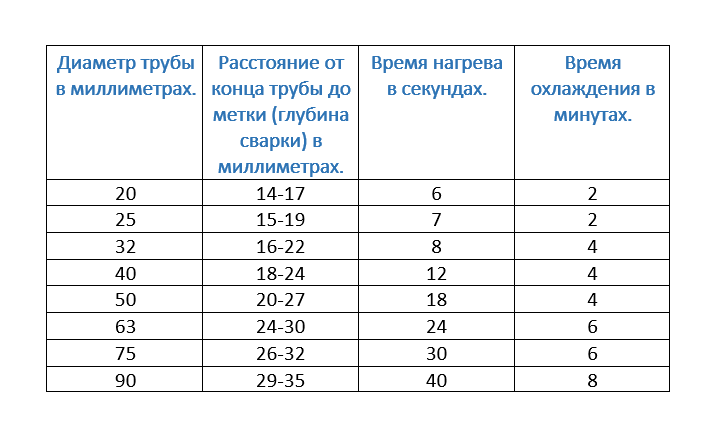
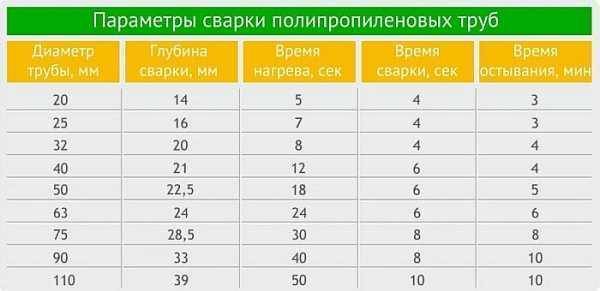
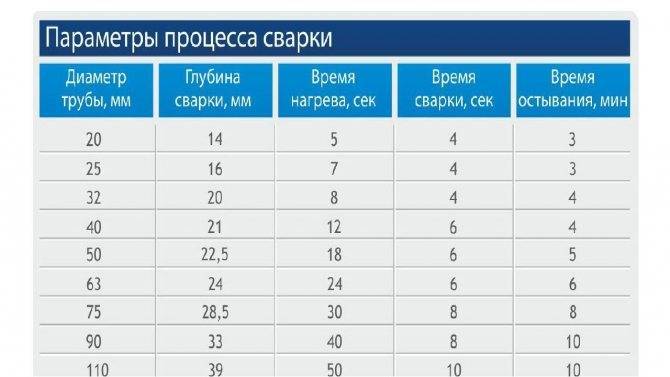
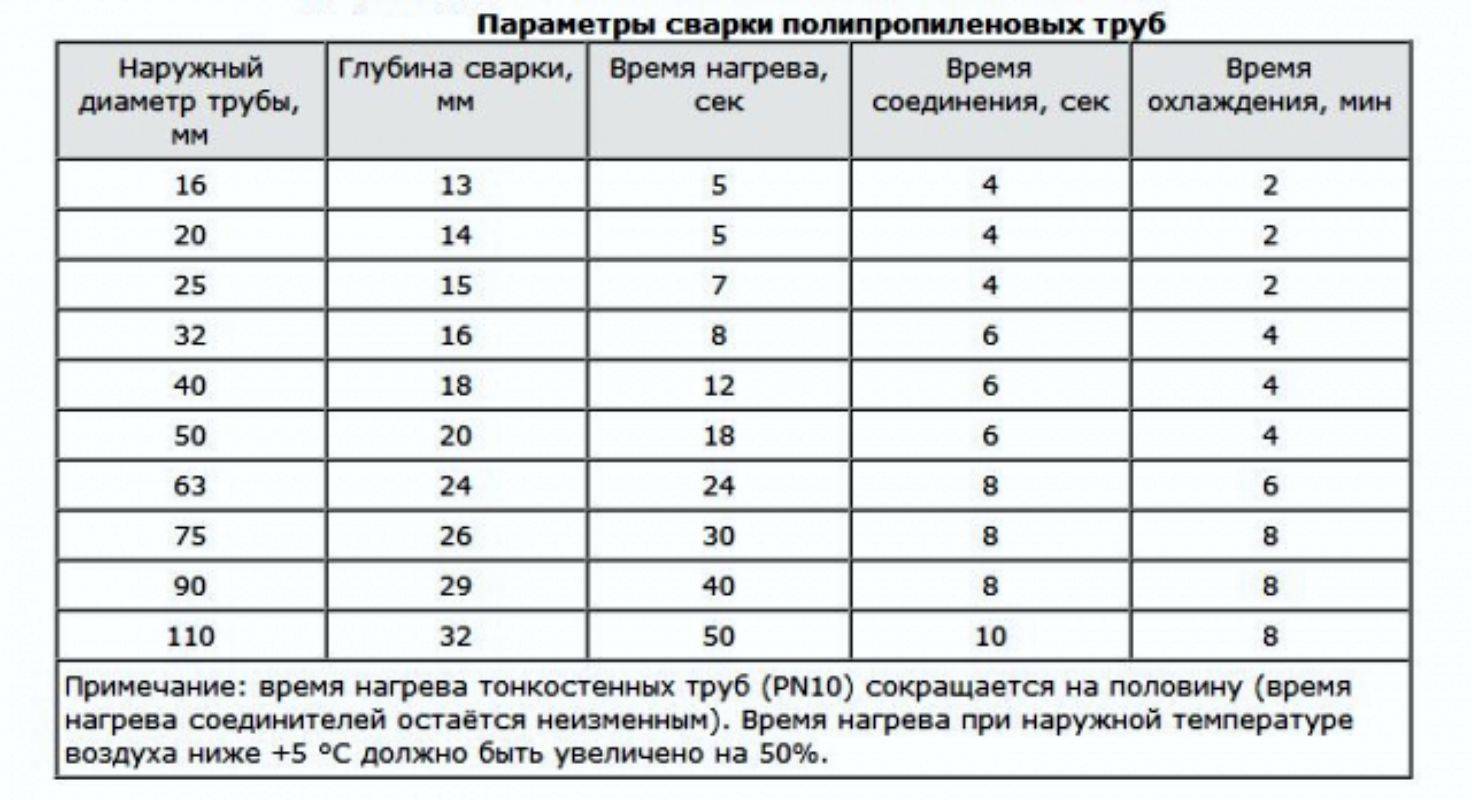
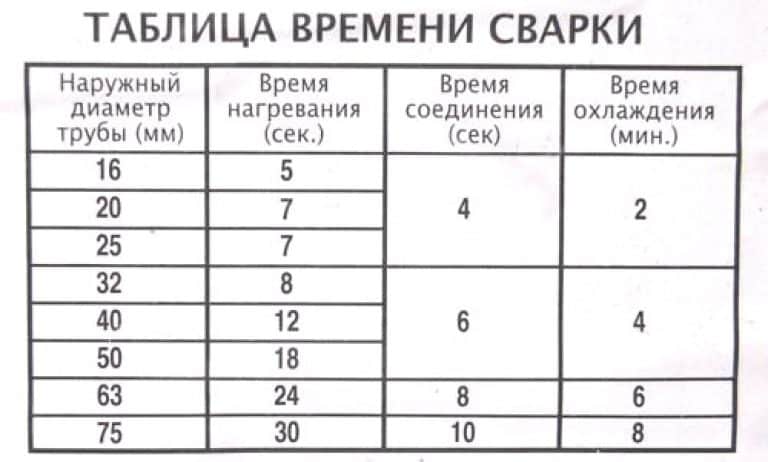
Для качественного соединения элементов необходимо выдерживать то время плавления, которое требуется для определенного диаметра трубы.
Ниже приведены значения диаметров и временных интервалов.
- 16 мм – 5 сек;
- 20 мм – 6 сек;
- 25 мм – 7 сек;
- 32 мм – 8 сек;
- 40 мм – 12 сек;
- 50 мм – 24 сек;
- 63 мм – 40 сек.
Назначение и разновидности
Пластиковые трубы получили широкое применение и практически везде заменяют металлические. Трубопроводы из ПП, ППР, ПВХ широко применяют при создании:
- трубопроводов холодной и горячей воды;
- отопления;
- канализации;
- системы вентиляции;
- паропроводов;
- для транспортировки химически активных жидкостей.
Выбор типа труб зависит от условий их эксплуатации. По виду пластика и типу изготовление, трубы делятся:
- цельные;
- армированные стекловолокном;
- с алюминиевым армированием;
- внутреннее полипропиленовое армирование;
- светостабилизированные с ПНД.
Проще всего произвести пайку цельных труб. Герметичными на протяжении 40 – 50 лет будут соединения разного типа. Недостаток их в сильном тепловом расширении. При нагреве до 70⁰C удлинение составляет 10%.
Мастер по установке климатического оборудования и вентиляции фирмы «Свежий воздух и уют» Косаренко В. П.: Для систем вентиляции изготавливаются цельные тонкостенные трубы из полипропилена. Они имеют разные формы сечения: прямоугольное, овальное, круглое. Размер от 100 мм и больше. Соединяются раструбным методом. Пайка применяется редко, в основном в местах соединения с металлическими фитингами и креплением к оборудованию. Не рассчитаны на большие нагрузки и высокие температуры. Основное преимущество – малый вес и гладкая поверхность, к которой не пристает грязь и влага».

Трубы с внутренним армированием имеют диаметр 100 и 125 мм. Изготавливаются для систем канализации.
Светостабилизированные сажей черные и темно серые полипропиленовые трубы не разрушаются на солнце.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Цвета на характеристики не влияют
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной
Пайка труб с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.

Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.





Если армированный слой располагается в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.

Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.
В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.
Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.
Не подготавливают материал перед сваркой
В 90% пайка полипропиленовых труб своими руками происходит на строящемся объекте или во время капитального ремонта. Грязь, пыль, цемент, песок — здесь стандартная ситуация.
Работники не обращают на грязь внимания. Стараются быстрее сдать объект, получить плату и уйти. В итоге трубы устанавливаются следующим образом: берется фитинг, вставляется в сварочный аппарат, стыкуется с трубой. Однако, упущен ключевой момент. Соединения нужно тщательно подготовить.
Области соединений:
- протирают чистой влажной тряпкой;
- просушивают;
- обезжиривают.

Каждое будущее соединение трубы и фитинга нужно протирать. Желательно делать это спиртосодержащими тряпочками или салфетками
Сварку соединительных деталей производят в проветриваемом помещении. Если работы на открытом воздухе. Участок защищают от осадков: дождя, снега, ветра.
После резки проверяют наличие заусенцев. Удаляют специализированными инструментами. Полирующими и режущими. Стружка внутри недопустима. Область соединения должна быть свободной от повреждений.





