Подготавливаем рабочее место
Одно из надёжных соединений – резьбовое. С его помощью труба не пропускает воду даже при сильном давлении. Чтобы резьба была качественной, рекомендуется использовать специальный клупп. Выполнить работу своими руками довольно просто, можно посмотреть видео или фото на нашей странице. Специальный инструмент для нарезки может быть ручным или электрическим. Актуальность исполнения зависит от того, насколько часто производятся работы.

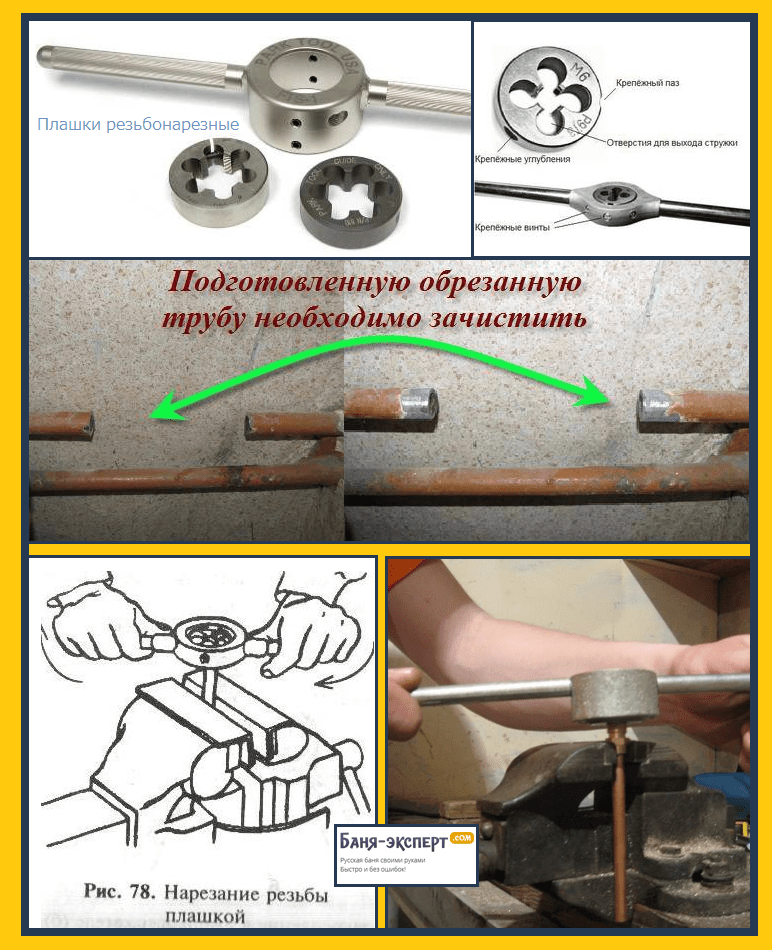
Перед началом работ труба отсоединяется (если это возможно). По окончании нарезки следует произвести шлифовку
Для этого важно вооружиться очками и перчатками, чтобы избежать порезов и ссадин
Как нарезать наружную резьбу при помощи плашки
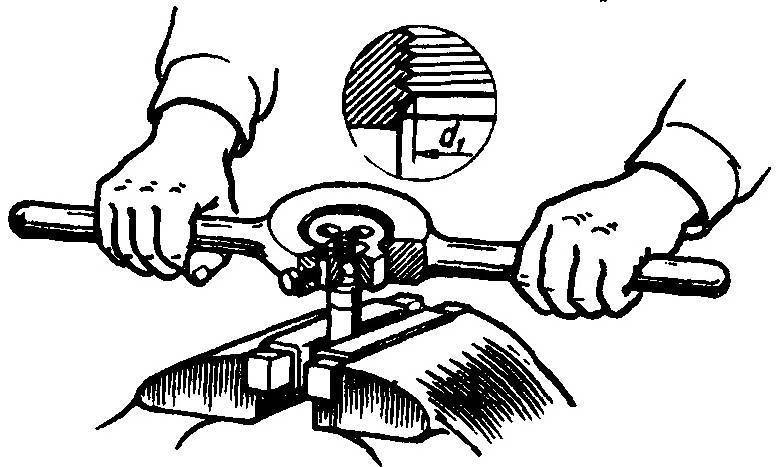
Для нарезки наружной резьбы вручную применяется специальный инструмент — плашкодержатель с плашками различного диаметра.

Плашкодержатель с плашками под различный диаметр
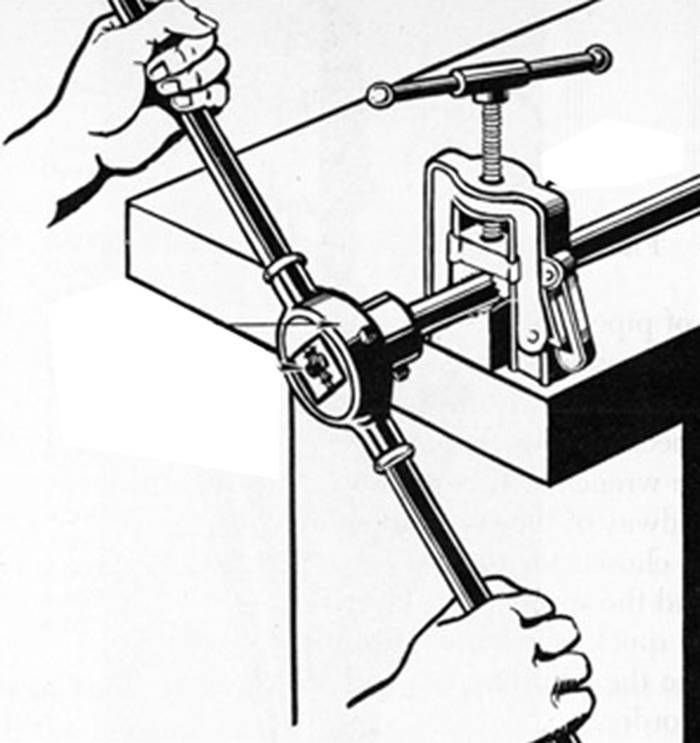
В труднодоступных местах, например возле стен, используется плашкодержатель с трещоткой.
Подбор плашки
Номинальный диаметр резьбы — диаметр в вершинах треугольников резьбы. Плашка срезает металл, образуя впадины и оставляя нетронутыми вершины, тем самым и стержень и плашка должны быть одинакового диаметра. Диметр резьбы, к примеру, — М3 — это «М» — метрическая резьба, а число — номинальный диаметр резьбы в мм. Соответственно, что бы нарезать резьбу на 3 мм стержне, берём плашку М3. Замеры стержня выполняются штангенциркулем.

Что бы плашка лучше врезалась в стержень с его торца срезают фаску.

Принцип нарезки резьбы плашкой
Для крепления заготовки понадобятся тиски. Заготовка прочно закрепляется в тисках и смазывается машинным маслом для более лёгкого хода плашки, уменьшения трения и износа инструмента.
При нарезке резьбы плашкой нужно избегать большого скопления стружки в стружкоотводящих отверстиях.

Плашку устанавливают на торец детали перпендикулярно. С небольшим нажимом начинают вращать плашкодержатель по часовой стрелке, если резьба правая, соответственно, если левая, то против часовой.
Нарезают резьбу следующим образом:
- Сначала делают 2-3 оборота.
- Потом пол оборота назад для удаления стружки.
- Подсмазываем после каждых 3-4 витков, можно при помощи шприца.
- И т.д.
Резьба проверяется гайкой или калибр-кольцом. Гайки для вашей резьбы можно прикупить здесь → https://rus-metiz.com/categories/gaiki (РусМетиз).

Приступаем к работе
Первоначально отрезается старая резьба. Поверхность зачищается от ржавчины. Специалисты не рекомендуют восстанавливать изделие, так как в этом случае соединение будет неплотным. В итоге возможно нарушение герметизации
Важно, чтобы срез был ровным. Для этого труба фиксируется в тисках, а срез производится по предварительно сделанной метке
Важно немного завальцевать торец. Это нужно для того, чтобы клупп было проще расположить в то время, когда резьба будет нарезаться
Для обеспечения беспрепятственного вращения труба смазывается солидолом или машинным маслом. Клупп позволяет сделать как правую, так и левую резьбу. Для этого используется специальный переключатель держателя. После установки плашки следует сделать несколько оборотов и освободить трубу от стружек. Для этого производится вращение в противоположную сторону.
Если требуется дополнительное усилие, то увеличивается плёчо давления. Для этого удлиняется ручка. Резьба в ряде случаев не должна быть более 1 см. Зачастую этого достаточно. По окончании работ следует протереть поверхность, исключив масло, и удалить стружки металла. Фото и видео помогут лучше понять, как справиться с работой своими руками.
Размеры и предельные отклонения диаметров отверстий резьб с крупным шагом
(размеры в мм)
| Номинальный диаметр резьбы d | Шаг резьбы P | Диаметр отверстия под резьбу с полем допуска | ||||
|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | ||
| Номинал | Отклонения | |||||
| 2,5 | 0,45 | 2,05 | 2,07 | +0,07 | +0,09 | — |
| 3 | 0,5 | 2,50 | 2,52 | +0,08 | +0,19 | +0,14 |
| 3,5 | 0,6 | 2,90 | 2,93 | +0,08 | +0,11 | +0,15 |
| 4 | 0,7 | 3,30 | 3,33 | +0,08 | +0,12 | +0,16 |
| 4,5 | 0,75 | 3,70 | 3,73 | +0,09 | +0,17 | +0,18 |
| 5 | 0,8 | 4,20 | 4,23 | +0,11 | +0,19 | +0,22 |
| 6 | 1 | 4,95 | 5,0 | +0,17 | +0,20 | +0,26 |
| 8 | 1,25 | 6,70 | 6,75 | +0,17 | +0,20 | +0,26 |
| 10 | 1,5 | 8,43 | 8,50 | +0,19 | +0,22 | +0,30 |
| 12 | 1,75 | 10,20 | 10,25 | +0,21 | +0,27 | +0,36 |
| 14 | 2 | 11,90 | 11,95 | +0,24 | +0,30 | +0,40 |
| 16 | 13,90 | 13,95 | ||||
| 18 | 2,5 | 15,35 | 15,40 | +0,30 | +0,40 | +0,53 |
| 20 | 17,35 | 17,40 | ||||
| 22 | 19,35 | 19,40 | ||||
| 24 | 3 | 20,85 | 20,90 | +0,30 | +0,40 | +0,53 |
| 27 | 23,85 | 23,90 | ||||
| 30 | 3,5 | 26,30 | 26,35 | +0,36 | +0,48 | +0,62 |
| 33 | 3,5 | 29,30 | 29,35 | |||
| 36 | 4 | 31,80 | 31,85 | |||
| 39 | 4 | 34,80 | 34,85 | +0,36 | +0,48 | +0,62 |
| 42 | 4,5 | 37,25 | 37,30 | +0,41 | +0,55 | +0,73 |
| 45 | 4,5 | 40,25 | 40,30 | +0,41 | +0,55 | +0,73 |
| 48 | 5 | 42,70 | 42,80 | +0,45 | +0,60 | +0,80 |
| 52 | 46,70 | 46,80 | ||||
| 56 | 5,5 | 50,20 | 50,30 | |||
| 60 | 54,20 | 54,30 | ||||
| 64 | 6 | 57,70 | 57,80 | |||
| 68 | 61,70 | 61,80 |
ГОСТ предусматривает отверстия для резьб с крупным шагом d = 1,0 ÷ 2,2 мм
Размеры и предельные отклонения диаметров отверстий резьб с мелким шагом
| Номинальный диаметр резьбы d | Шаг резьбы P | Диаметр отверстия под резьбу с полем допуска | ||||
|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | ||
| Номинал | Отклонения | |||||
| 2,5 | 0,35 | 2,15 | 2,17 | +0,05 | +0,07 | — |
| 3 | 2,65 | 2,67 | ||||
| 3,5 | 3,15 | 3,17 | ||||
| 4 | 0,5 | 3,50 | 3,52 | +0,08 | +0,10 | +0,14 |
| 4,5 | 4,00 | 4,02 | ||||
| 5 | 4,50 | 4,52 | ||||
| 5,5 | 5,00 | 5,02 | ||||
| 6 | 0,5 | 5,50 | 5,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 5,20 | 5,23 | +0,11 | +0,17 | +0,22 | |
| 8 | 0,5 | 7,50 | 7,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 7,20 | 7,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 6,95 | 7,00 | +0,17 | +0,20 | +0,26 | |
| 10 | 0,5 | 9,50 | 9,53 | +0,08 | +0,10 | +0,14 |
| 0,75 | 9,20 | 9,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 8,95 | 9,00 | +0,17 | +0,20 | +0,26 | |
| 1,25 | 8,70 | 8,75 | +0,17 | +0,20 | +0,26 | |
| 12 | 0,5 | 11,50 | 11,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 11,20 | 11,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 10,99 | 11,00 | +0,17 | +0,17 | +0,26 | |
| 1,25 | 10,70 | 10,75 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 10,43 | 10,50 | +0,19 | +0,22 | +0,30 | |
| 14 | 0,5 | 13,50 | 13,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 13,20 | 13,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 12,95 | 13,00 | +0,17 | +0,20 | +0,26 | |
| 1,25 | 12,70 | 12,75 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 12,43 | 12,50 | +0,19 | +0,22 | +0,30 | |
| 16 | 0,5 | 15,50 | 15,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 15,20 | 15,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 14,95 | 15,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 14,43 | 14,50 | +0,19 | +0,22 | +0,30 | |
| 18 | 0,5 | 17,50 | 17,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 17,20 | 17,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 16,95 | 17,00 | +0,17 | +0,20 | +0,26 | |
| 1,25 | 16,43 | 16,50 | +0,19 | +0,22 | +0,30 | |
| 1,5 | 15,90 | 15,95 | +0,24 | +0,30 | +0,40 | |
| 20 | 0,5 | 19,50 | 19,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 19,20 | 19,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 18,95 | 19,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 18,43 | 18,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 17,90 | 17,95 | +0,24 | +0,30 | +0,40 | |
| 22 | 0,5 | 21,50 | 21,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 21,20 | 21,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 20,95 | 21,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 20,43 | 20,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 19,90 | 19,95 | +0,24 | +0,30 | +0,40 | |
| 24 | 0,75 | 23,20 | 23,23 | +0,11 | +0,17 | +0,22 |
| 1 | 22,95 | 23,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 22,43 | 22,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 21,90 | 21,95 | +0,24 | +0,30 | +0,40 | |
| 27 | 0,75 | 26,20 | 26,23 | +0,11 | +0,17 | +0,22 |
| 1 | 25,95 | 26,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 25,43 | 25,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 24,90 | 24,95 | +0,24 | +0,30 | +0,40 | |
| 30 | 0,75 | 29,20 | 29,23 | +0,11 | +0,17 | +0,22 |
| 1 | 28,95 | 29,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 28,43 | 28,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 27,90 | 27,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 26,85 | 26,90 | +0,30 | +0,40 | +0,53 | |
| 33 | 0,75 | 32,20 | 32,23 | +0,11 | +0,17 | +0,22 |
| 1 | 31,95 | 32,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 31,43 | 31,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 30,90 | 30,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 29,85 | 29,90 | +0,30 | +0,40 | +0,53 | |
| 36 | 1 | 34,95 | 35,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 34,43 | 34,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 33,90 | 33,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 32,85 | 32,90 | +0,30 | +0,40 | +0,53 | |
| 39 | 1 | 37,95 | 38,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 37,43 | 37,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 36,90 | 36,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 35,85 | 35,90 | +0,30 | +0,40 | +0,53 | |
| 42 | 1 | 40,95 | 41,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 40,43 | 40,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 39,90 | 39,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 38,85 | 38,90 | +0,30 | +0,40 | +0,53 | |
| 4 | 37,80 | 37,85 | +0,36 | +0,48 | +0,62 | |
| 45 | 1 | 43,95 | 44,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 43,43 | 43,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 42,90 | 42,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 41,85 | 41,90 | +0,30 | +0,40 | +0,53 | |
| 4 | 40,80 | 40,85 | +0,36 | +0,48 | +0,62 |
ГОСТ предусматривает отверстия для резьб с d = 1,0 ÷ 200 мм и для 3-го ряда.
ГОСТ предусматривает методику определения диаметров отверстий под нарезание метрической резьбы для материалов повышенной вязкости.
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.
Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Пару слов о ГОСТ по трубной резьбе
В условиях работы с газообразными и жидкими средами, согласно ГОСТ 6111, при необходимости внедрения разъёмных соединений в схемы трубопроводов, допускается изготовление таких соединений на резьбовой основе.
Возможным является исполнение не только трубной, но и конической резьбы (ГОСТ 3662).
Несмотря на редкое применение конической резьбы в трубных соединениях, она считается более удобной по характеристикам навинчивания/свинчивания.
Следует напомнить, что угол конусности конической резьбы напрямую связан с такими параметрами, как шаг и диаметр. Допустимое значение этого угла не может быть меньше 26°. Стандартное значение угла вершины профиля на конической резьбе – 60°.
Трубные резьбы отличаются характерной особенностью – они имеют скруглённую вершину профиля. При соблюдении стандартов нарезки, величина закругления составляет 10% размера радиуса резьбы.
При такой технологии нарезки удаётся добиться существенного снижения внутренних напряжений на малой площади металла, занимаемой резьбовым профилем.
Установленными допусками ГОСТ 6357, наряду с цилиндрической и конической резьбой предусматривается исполнение на трубах метрической резьбы.
Здесь стандарт угла наклона составляет 55°, чем обусловлено увеличение числа витков на участке по длине равным участку с другим видом резьбы.
В результате получается соединение с более высокой степенью герметичности, но трудоёмкость при пользовании такими соединениями увеличивается.
Существующими установками ГОСТ предусматривается также возможность исполнения упорной и трапецеидальной резьбы на трубах. Но на практике эти виды нарезки не используются по причине их низкой эксплуатационной прочности.










В сантехнических работах применяют разные способы соединения труб. Выбор метода во многом зависит от материала трубопровода и его “зоны ответственности”. Резьбовую стыковку деталей рекомендуют использовать на участках, доступных для периодической ревизии.
Информация по альтернативным способам соединения труб представлена в статьях:
- Сантехнические способы соединения труб: обзор всех возможных вариантов исполнения
- Соединение пластиковых труб с металлическими: разбор способов и примеров монтажных работ
- Соединение медных труб: инструкции и сравнение различных монтажных технологий
- Врезка в трубу без сварки: технология проведения сварочно-врезных работ
Источники
- https://chonemuzhik.ru/kak-narezat-rezbu-plashkoj-ili-metchikom-v-t-ch-na-trubax.html
- https://proinstrumentinfo.ru/lerka-dlya-narezki-rezby-na-trubah-tsena/
- https://www.rocta.ru/info/kak-narezat-metchikom-vnutrennyuyu-rezbu-pravilnaya-narezka-vruchnuyu-v-metalle/
- https://metallz.ru/articles/kak_pravilno_narezat_rezbu_metchikom/
- http://met-all.org/obrabotka/prochie/kak-narezat-rezbu-metchikom-tablitsa.html
- https://sovet-ingenera.com/santeh/trubodel/kak-narezat-rezbu-na-trube.html
- https://metalloy.ru/obrabotka/rezba/narezka-rezby
Нарезание наружной резьбы
Наружная резьба на болтах, стержнях и винтах вручную нарезается плашками.
Разделяют их в зависимости от устройства:
- призматические;
- круглые;
- раздвижные;
- цельные.
У призматических имеется пара одинаковых половинок, которые крепятся в клуппе в форме рамки с рукоятками. С двух внешних сторон этих плашек располагаются призматические канавки, предназначенные для призматических выступов клуппа.
У призматических плашек имеется пара одинаковых половинок, которые крепятся в клуппе в форме рамки с рукоятками.
Раздвижные плашки устанавливаются в клуппе так, чтобы номера на его частях стояли напротив таких же номеров на рамке. Иначе получится неправильно. Крепятся они упорным винтом. Между плашкой и упорным винтом помещается пластина-сухарь из стали, чтобы та не лопнула при нажиме винтом.
Круглая плашка крепится в воротке-легкодержателе парой или двумя парами упорных винтов.
С помощью раздвижной разновидности можно делать резьбу, если имеются незначительные отклонения диаметра стержня, чего нельзя допускать при нарезании круглыми цельными плашками. При меньшем диаметре стержня получится неполная резьба, при большем – ровная.
Нарезка внутренней трубной резьбы
Внутреннюю резьбу имеют переходники, отводы, муфты, их накручивают на трубу, не уменьшая ее внутреннего прохода. Но если вы задумаете изготовить самостоятельно соединительные элементы для труб, вам понадобится такое умение.
В данном случае для нарезки используют метчики (на фото). Это металлический стержень, имеющий режущую часть. Кромки выполнены отдельными сегментами, разделенными продольными проточками для отведения стружки. Метчик имеет хвостовую часть квадратного сечения, на которую надевается вороток и осуществляется вращение. В комплекте находится по два метчика, один выполняет черновую, второй чистовую нарезку.
Собираем соединения
Этот процесс следует выполнять в такой последовательности:
Трубы следует зафиксировать в тисках или ином приспособлении, соединив их встык. Далее место соединения с помощью электрода нужно прихватить в 2-3 местах
Если это будут только 2 точки, то сделайте их с противоположных сторон окружности.
В случае, когда точка соединения сделана только одна, окончательное проваривание стыка нужно начинать с противоположной стороны.
Обратите внимание, что толщина электрода для труб с толщиной стенок в пределах 3 мм должна составлять не более 2,5 мм.
И еще немного полезной информации относительно техники выполнения сварного шва.

Если вы работаете с трубами, толщина стенок которых превышает 4 мм, то их соединение выполняется двумя швами – корневым, проходящим по всей толщине стали, и валковым, представляющим собой валик 3 мм высотой.
Когда вы делаете горизонтальный шов в несколько слоев, в каждый последующий подход электрод должен перемещаться в противоположном направлении.
Конечные (замковые) точки шва, выполняемого в несколько слоев, нужно размещать в разных местах.
Инструменты, используемые для нарезания резьбы
Прежде чем приступать к выполнению работы, необходимо подготовить инструмент для нарезки резьбы на трубах, в состав которого входят следующие приспособления:
- рулетка, карандаш и штангенциркуль. Сборка трубопровода происходит по ранее подготовленной схеме. На первом этапе необходимо подготовить трубы определенной длины, указанной на схеме. Для разметки применяются рулетка и карандаш. Штангенциркуль используется для измерения диаметра труб и подбора нужного инструмента;

Рулетка и штангенциркуль для замера труб
Производить разметку труб надо предельно внимательно и аккуратно. Любая погрешность в измерении может привести к сбору неправильной конструкции, что приведет к необходимости повторного изготовления трубопровода.
- болгарка. Инструмент используется для нарезки труб по ранее нанесенной разметке. Вместо болгарки можно использовать ножовку по металлу;
Инструмент для нарезки металлических труб
- тиски. Нарезание резьбы на трубах должно производиться четко горизонтально. Для этого отрез трубы необходимо надежно зафиксировать;
Устройство для фиксации трубы в определенном положении
- машинное масло и любой иной смазывающий материал. Нарезка резьбы на трубах вручную будет производиться гораздо легче, если инструмент и конец трубы смазать специальными средствами;
- очки для защиты глаз. Любая работа должна производиться, соблюдая все правила безопасности. При нарезке резьбы металлическая стружка может попасть в глаза и нанести им сильные повреждения, поэтому необходима защита в виде очков;
- инструмент для нарезания резьбы на трубах. Это может быть один из трех вариантов:

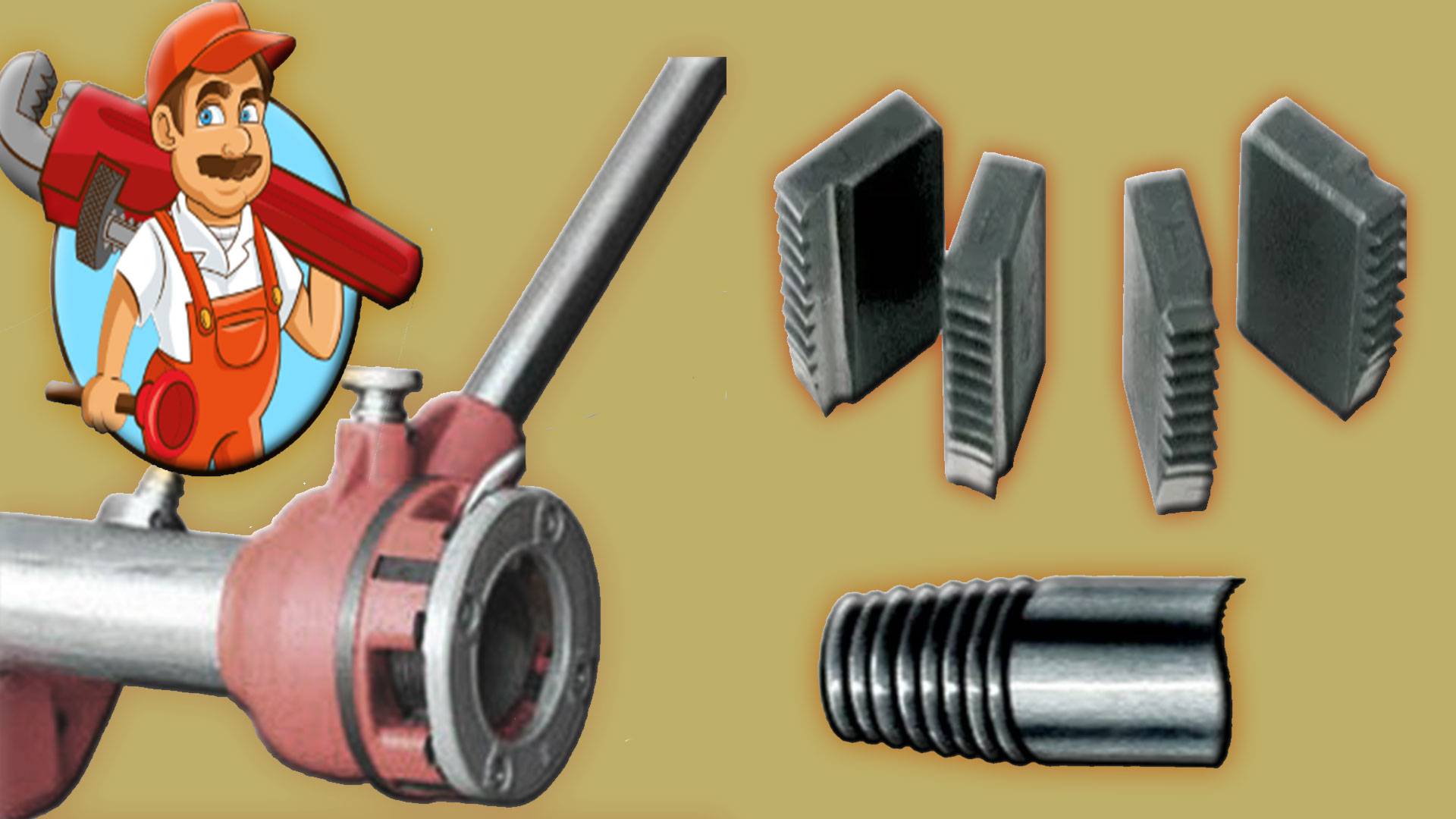
Набор клуппов для нарезки резьбы разной величины

Набор плашек и плашкодержатель

Инструменты для нарезки внутренней резьбы
Выбор инструмента должен основываться на виде резьбы и приоритете мастера. Для нанесения внешней резьбы используются плашки, которые устанавливаются в клупп или плашкодержатель. Чтобы нанести внутреннюю резьбу, применяются метчики.
Последовательность работ
Существует два варианта, как нарезать резьбу клуппом вручную: на неподвижных деталях или в слесарных тисках с механическим ручным зажимом. В промышленных масштабах выпускаются ниппель-зажимы с головкой-расширителем, который помещается внутрь стального изделия. Связанный с расширителем шток передаёт вращение на головку, отчего она постепенно раскрывается и плотно прилегает к внутренним стенкам трубы. В тисках зажимается не деталь, а зажим-ниппель. Если зажимать в тисках деталь, то её можно повредить губками тисков.
Рекомендации о том, как правильно нарезать резьбу клуппом на разборных трубных конструкциях, состоят из следующей последовательности операций:
- Сначала необходимо отрезать торец изделия перпендикулярно его центральной оси, и зачистить кромку от заусенцев. Для выдерживания прямого угла рекомендуется участок разреза обмотать изолентой или цветным скотчем до параллельного расположения кромок ленточного маркера и трубы, затем обрезать трубу по границе скотча.
- Зажать изделие в слесарных тисах, конец оставить свободным на 110-120 мм.
- Нанести на торец трубы каплю специальной смазки, надеть на деталь вороток с трещоткой.
- Освободить стопор трещотки и повернуть его по часовой стрелке.
- Надавить на вороток с одновременным медленным вращением лерки. Через 1-2 оборота подавать смазку по капле в рабочую зону.
- Трещотку вращать упора плашки в торец трубы.
- По окончании операции стопор переставляют на реверс, головку расширителя вращают назад, чтобы выкрутить воротов обратно.
В работе следует пользоваться только специальным маслом (например, REMS Spezial или LM-40 Likvi moli). Такие смазки не задерживают стружку, а смывают её с детали, не ухудшая качество выступов.
Основные причины брака
Причиной брака в работе становится невнимательность работающего или использование некачественного инструмента. Распространенные дефекты нарезания трубы при работе с метчиком или плашкой:
- Рваная резьба – проблема возникает при использовании затупившейся плашки, несвоевременном удалении стружки, недостаточной смазке.
- Неполная резьба – диаметр отверстия под резьбу превышает рекомендованный.
- Перекос винтовых канавок – неправильная установка плашки или метчика.
- Срыв резьбы – причина в забивании канавок стружкой, низком качестве инструмента, диаметр трубы больше предусмотренного.
- Поломка метчика – приложение чрезмерного усилия в узком отверстии, недостаточное удаление стружки, отсутствие смазки.
Нарезка внутренней трубной резьбы
 Набор метчиков для внутренней резьбы
Набор метчиков для внутренней резьбы
Внутреннюю резьбу имеют переходники, отводы, муфты, их накручивают на трубу, не уменьшая ее внутреннего прохода. Но если вы задумаете изготовить самостоятельно соединительные элементы для труб, вам понадобится такое умение.








В данном случае для нарезки используют метчики (на фото). Это металлический стержень, имеющий режущую часть. Кромки выполнены отдельными сегментами, разделенными продольными проточками для отведения стружки. Метчик имеет хвостовую часть квадратного сечения, на которую надевается вороток и осуществляется вращение. В комплекте находится по два метчика, один выполняет черновую, второй чистовую нарезку.
Особенности
Резьбу придумали два века назад: тогда в Британии впервые появился токарно-винтовой станок. Изобретатель Г. Модсли открыл способ нанесения точной резьбы и изобрел прибор для ее измерения (микрометр) с точностью до 0.0001 дюйма.
Примерно тогда же инженер-механик Д. Витворт создал первый профиль винтовой резьбы и предложил систему ее стандартов. С тех пор изобретение носит его имя – резьба Витворта. Она легла в основу для всевозможных национальных стандартов.
Точной даты появления резьбы никто не помнит, однако дату ее применения вполне можно считать началом промышленного производства.
Главной особенностью нанесения резьбы является то, что инструмент для ее осуществления должен быть выполнен из материала большей твердости, чем нарезаемый элемент, а для изготовления этого инструмента, в свою очередь, должны применяться конструкции с еще более твердыми элементами по составу.
В наши дни вариантов нарезания резьбы на трубе несчетное множество
Важно лишь выбрать тот, что необходим. Хороший результат гарантирован, если при осуществлении работ используются качественные материалы и инструменты, соблюдается инструкция, а также технология нарезки
Нарезая резьбу, лучше всего использовать качественный инструмент, так как дешевый вариант вряд ли будет долго работать.
Сейчас большинство систем трубопроводов изготавливаются из пластика. Приходится часто скреплять конструкции с использованием соединительных элементов из пластика и металла. В бытовой сфере такие крепления – довольно частое решение, их называют комбинированными. В современных системах коммуникаций традиционно используют один из видов пластиковых либо металлических труб. Однако в некоторых случаях целесообразно использовать именно комбинированные конструкции.
Для установки систем при совмещении элементов ПНД и металла используются несколько способов соединения, в число которых входит резьбовая и фланцевая резьба.
Трубы с диаметром до 40 мм состыковываются резьбовым способом. Фланцевые соединения используются для труб большего диаметра, где невозможно затягивать нарезку.
Соединение полипропиленовой трубы с трубой из металла осуществляется с помощью фитингов, которые специально для этого созданы. Они представляют собой соединения, одна сторона которых имеет резьбу под металл, а другая – муфту под пластик. Множественные комбинированные соединения выполняются специальными сложными фитингами.
Простой способ нарезки резьбы на металлической трубе
Я покажу как просто нарезать резьбу на водопроводной трубе обычному домашнему мастеру, без каких-либо навыков в этом деле и с минимальным набором инструментов.
К примеру, при замене батареи центрального отопления, как в моем случае. В этом нет абсолютно ничего сложного и метод доступен почти каждому. Итак, вы обрезали трубу болгаркой или другим инструментом, типа ножовкой.
Главное, чтобы срез был ровный и перпендикулярный.
Понадобится
- Клупп под нужный диаметр трубы.
- Разводной ключ (газовый).
Клупп — резьбонарезной инструмент, типа плашки, только это насадка с направляющей юбкой. Его необходимо приобрести к сантехническом магазине. Дефицита на них нет, поэтому найдете без проблем, даже в поселке.
В данном случае представлен китайский вариант, довольно неплохой.
Стоит такая штука в районе 200-500 рублей. Все зависит от диаметра и наценки. Ходовые модели под диаметры 1/2, 3/4 дюйма и дюймовая как в моем варианте.
Можно спросить у сантехников советский аналог, если есть такая возможность. Тогда для вас это будет в обще бесплатно.
Нарезаем резьбу на трубе
Старую краску можно не снимать. Смазываем место, где будет резьба твердой или жидкой смазкой: солидол, литол, моторное масло.
Также промазываем резцы на клуппе.
Ни там ни там не нужно наносить сильно много твердой смазки, так как стружки после нарезки будут к ней прилипать и не будут падать вниз, а значит удаляться. Надеваем клупп направляющей на трубу.
По идее клупп вращается специализированным инструментом — трещоткой, но так как у нас разовая работа, приобретать дорогой инструмент будет не выгодно. Берем разводной ключ, и подгоняем его размер под заднюю юбку клуппа.
Вращаем инструмент, делая несколько оборотов вокруг трубы. Теперь резцы вошли в зацепление.
Если труба хлипкая и неустойчивая, ее нужно удерживать другим разводным ключом вот так:
А другим разводным ключом вращать насадку. Последовательность нарезки такая: 2-3 оборота клуппа вперед, 1 назад. Это нужно сделать обязательно, чтобы стружка сломалась, отвалилась и не мешала дальнейшей нарезке. Если этим пренебречь, стружки могут замять витки резьбы.
Всего нужно нарезать 4-5 полных витков резьбы.
В итоге резьба на трубе нарезана.
Так же учтите, что резцы в клуппе имеют небольшой конус. Это нужно для того, чтобы можно было с легкостью начинать и нарезать резьбу. В итоге я веду к тому, что конечные витки могут быть не полными и недорезанными по глубине. Поэтому, чтобы получить 3-4 полноценных витка резьбы на трубе, визуально лучше нарезать 6-7 витков.
После всех работ резьбу можно проверить навинтив на нее любой переходник или штуцер.
Чем толще труба, тем большее усилие приходится прилагать для проворачивания насадки. Способ не хитрый, должных навыков почти не требуется, справиться даже новичок. Перекосить резьбу невозможно, так что бояться не стоит.
Какой нужен инструмент
Нарезание резьбы на трубах потребует обязательного наличия следующих приспособлений:
Рулетка, карандаш, штангенциркуль. Чтобы собрать трубопровод, необходимо заранее разработать схему. Вначале берется труба с указанной длиной: разметка производится рулеткой и карандашом. Штангенциркулем проводится замер диаметра и подбор подходящих приспособлений
При разметке важно соблюдать значительную точность и аккуратность, так как любое отклонение от заданного размера приводит к нарушению правильности всей конструкции. Как следствие, в таких случаях нередко приходится переделывать весь трубопровод.
Болгарка
При помощи данного инструмента осуществляют порезку труб согласно нанесенным меткам. Эти же функции может выполнить и простая ножовка по металлу.
Тиски. Во время работы труба должна быть надежно зафиксирована в строго горизонтальном положении.
Машинное масло или другая смазка. Для облегчения ручной нарезки резьбы практикуется смазывание инструмента и обрабатываемого участка специальным веществом.
Инструменты для нарезки резьбы. Трубную резьбу можно нарезать клуппом, плашкой или метчиком. Какой именно инструмент использовать, зависит от вида нарезаемой резьбы и предпочтений исполнителя. Для разных работ используется различный набор для нарезки резьбы на трубах, в зависимости от ситуации. Наружная резьба нарезается плашкой, удерживание которой осуществляется клуппом или плашкодержателем. Для нанесение внутренней резьбы понадобятся метчики.
Как нарезать наружную резьбу при помощи плашки
Для нарезки наружной резьбы вручную применяется специальный инструмент — плашкодержатель с плашками различного диаметра.
Плашкодержатель с плашками под различный диаметр
В труднодоступных местах, например возле стен, используется плашкодержатель с трещоткой.
Подбор плашки
Номинальный диаметр резьбы — диаметр в вершинах треугольников резьбы. Плашка срезает металл, образуя впадины и оставляя нетронутыми вершины, тем самым и стержень и плашка должны быть одинакового диаметра. Диметр резьбы, к примеру, — М3 — это «М» — метрическая резьба, а число — номинальный диаметр резьбы в мм. Соответственно, что бы нарезать резьбу на 3 мм стержне, берём плашку М3. Замеры стержня выполняются штангенциркулем.
Что бы плашка лучше врезалась в стержень с его торца срезают фаску.
Принцип нарезки резьбы плашкой
Для крепления заготовки понадобятся тиски. Заготовка прочно закрепляется в тисках и смазывается машинным маслом для более лёгкого хода плашки, уменьшения трения и износа инструмента.
![Как нарезать резьбу метчиком на трубе [таблица, видео, советы]](https://pozhstroyservis.ru/wp-content/uploads/f/3/f/f3f6c6dc520eaa153232869fbe423ba5.jpeg)







При нарезке резьбы плашкой нужно избегать большого скопления стружки в стружкоотводящих отверстиях.
Плашку устанавливают на торец детали перпендикулярно. С небольшим нажимом начинают вращать плашкодержатель по часовой стрелке, если резьба правая, соответственно, если левая, то против часовой.
Нарезают резьбу следующим образом:
- Сначала делают 2-3 оборота.
- Потом пол оборота назад для удаления стружки.
- Подсмазываем после каждых 3-4 витков, можно при помощи шприца.
- И т.д.
Калибр-кольцо
Необходимые понятия о резьбе

Схема нарезки наружной цилиндрической резьбы, основанной на метрической резьбе при вершине с углом, равным 60 градусам.
Профилем называется форма поперечного сечения у витка. В зависимости от профиля, выделяют прямоугольные, треугольные, трапецеидальные и т.д. Треугольная используется только при сборке санитарно-технической системы и деталей.
Также резьбу разделяют в зависимости от направления витка на левые и правые.
В зависимости от назначения резьбы, бывают специальные и крепежные. Крепежными являются треугольные, а специальными – прямоугольные и др. Треугольная является крепежной, так как она нарезается на крепежных деталях: винтах, гайках, болтах. Шаг резьбы – это расстояние между основаниями или вершинами соседних витков.
Угол профиля – тот угол, который образовывается пересекаемыми боковыми гранями (сторонами) витков.
Расстояние от основания до вершины называется глубиной резьбы.
Наружный диаметр – расстояние между точками двух сторон резьбы, лежащих противоположно. Внутренним диаметром является расстояние между основаниями противоположных сторон. Расстояние между основанием и вершиной противоположной стороны называется средним диаметром.
Зависимость между глубиной резьбы, ее шагом и числом витков заключается в следующем: чем меньше шаг, тем меньше глубина и больше число витков (ниток) на единицу длины резьбы, и, соответственно, наоборот.
По системе мер треугольная разновидность бывает дюймовая и метрическая. Метрическая – эта та, которая в профиле имеет вид равностороннего треугольника при вершине с углом, равным 60 градусам. Такой тип применяется в машиностроении и приборостроении. Внутренний диаметр отверстия или наружный диаметр винта с метрическим типом измеряется в миллиметрах, тогда как шаг может измеряться и в миллиметрах, и в его долях.
В профиле дюймовая разновидность выглядит так же, как и метрическая, но угол при вершине равняется 55 градусам. Она измеряется в дюймах и отличается от метрического типа большим шагом.
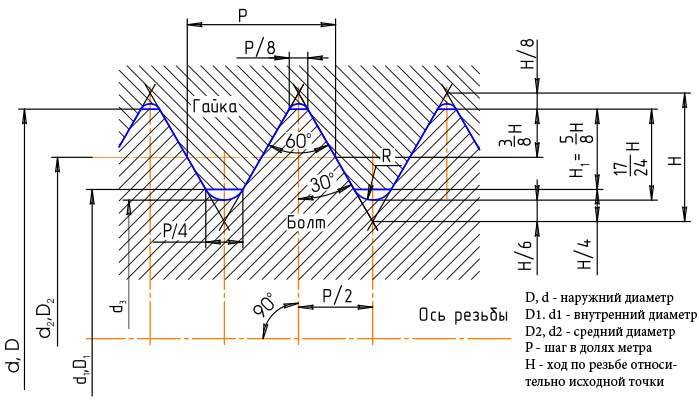
Метрическая резьба в профиле имеет вид равностороннего треугольника при вершине с углом, равным 60 градусам.
Дюймовая разновидность применяется при сборке санитарно-технических деталей. Она подразделяется на крепежную и трубную. Эти две разновидности различаются тем, что крепежная обладает более крупным шагом, гарантируя прочное соединение, и используется, чтобы нарезать гайки, стержни, болты и отверстия. А трубная применяется при соединениях труб. Она мельче, чем крепежная, поскольку ее глубина ограничивается толщиной трубной стенки. Плотность трубной резьбы намного больше крепежной из-за большого числа витков на один дюйм длины нарезки.