Способы соединения
Трубы из полиэтилена низкого давления можно соединять разъемным и неразъемным способами. Ниже мы расскажем о каждом из этих методов.
Разъемные соединения
Такой тип соединений применяется на диаметрах до 315 мм включительно, но желательно применять на диаметрах не более 110 мм. Он так же надежен, как и неразъемные способы.

Его достоинства:
- быстрота и легкость монтажа;
- экономичность — не требуется специальное оборудование; муфты и другие фитинги не слишком дороги;
- доступность – можно использовать в стесненных условиях, под водой, например.
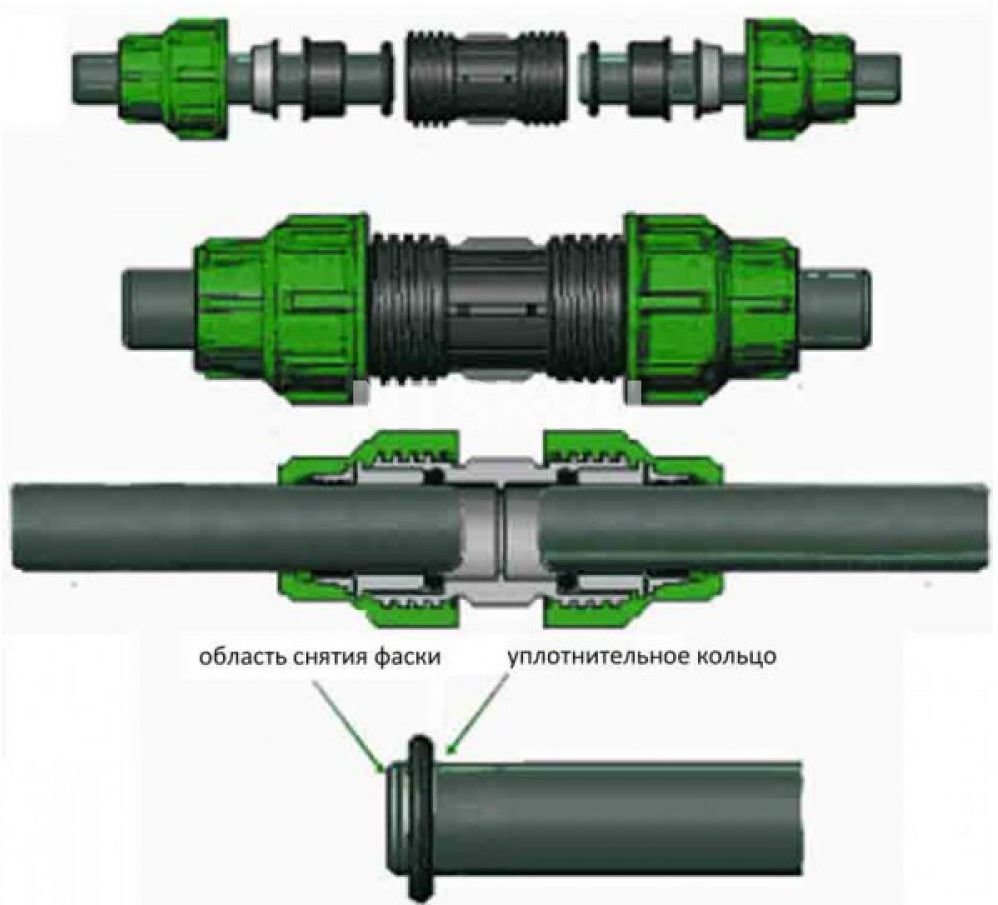
Соединители (фитинги, муфты) монтируются в следующем порядке:
- торцы тщательно обрезаются перпендикулярно длине трубы; зачищаются от заусенцев;
- на торцах снимается фаска (с помощью специального приспособления или острым ножом);
- на торцы насаживается соединительный элемент (он входит в переходник достаточно туго);
- затем аккуратно затягивается гайка на фитинге.
Соединение муфтами
Это самый быстрый и не требующий особого оборудования способ сборки трубопроводов. Легко может быть применен в домашних условиях.

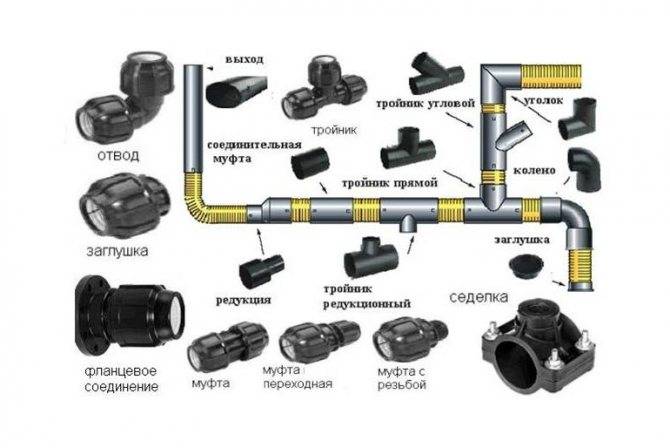
Полиэтиленовые муфты бывают нескольких видов:
- соединительные – соединяют трубы одного диаметра;
- редукционные – используют как переход для разных диаметров;
- компрессионные – предназначены для соединения труб ПЭ с различной запорной аппаратурой, стальными, пропиленовыми или ПВХ трубами.
Муфты бывают прямые и угловые. Виды муфт приведены в таблице.
Фитинговое соединение
Компрессионные фитинги – разновидность соединительных деталей для водопроводов.
Установка их аналогична установке муфт.
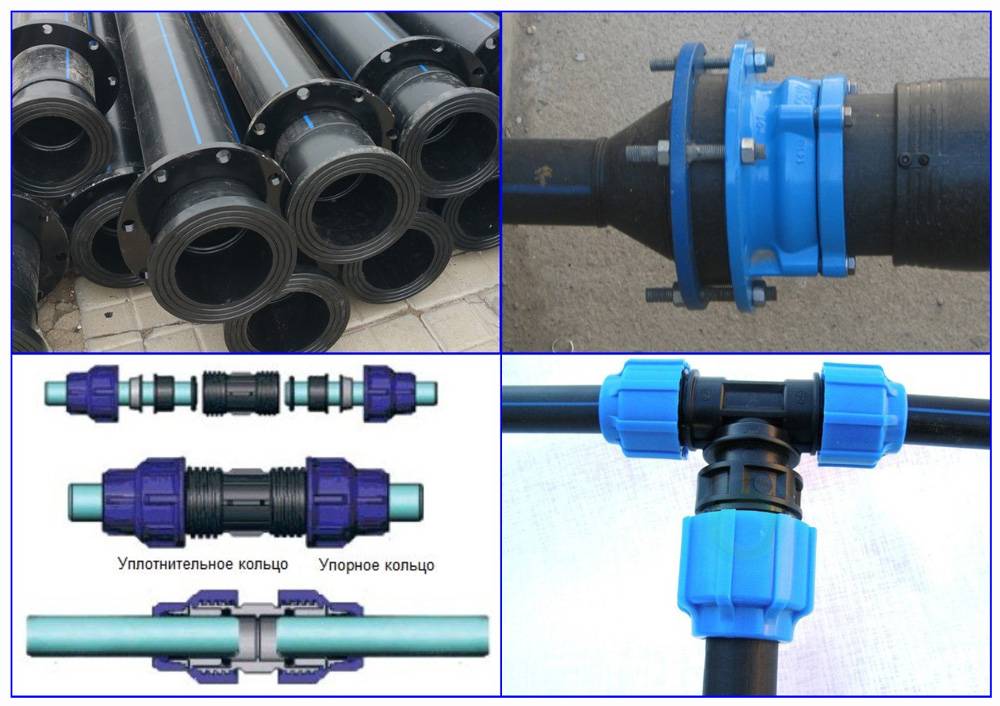
Фланцевое соединение
Применяется на магистральных трубопроводах большого диаметра (не менее 40 мм) для установки задвижек, вентилей, регуляторов ( для их последующего снятия для ремонта или замены).

Для закрепления фланцев на концы трубопровода привариваются специальные муфты, затем на них накручиваются фланцы.
Стыковая сварка
Такой сваркой желательно соединять заготовки с толщиной стенки не менее 5 мм.
Торцы зачищаются, снимается фаска, вставляется в специальный нагреватель, оплавляются, затем заготовки стыкуются, прижимаются и выдерживаются неподвижно до полного охлаждения.
Электромуфтовая сварка
Соединяемые две трубы вставляются в специальную муфту, внутри которой есть нагревательный элемент. Затем на него от специального аппарата подается напряжение, муфта и заготовки разогреваются и свариваются. Очень удобный способ сварки. И очень дорогой. На больших диаметрах стоимость муфты будет намного превышать стоимость трубопровода на Вашем участке.

При выполнении такого вида сварки следует особое внимание уделить предварительной зачистке торцов и неподвижности соединения до момента полного остывания
Как соединить пластиковую трубу с металлической без резьбы
Рассмотренные выше соединения основывались на том, что к пластиковой трубе припаивался или крепился каким-либо способом фитинг, имеющий резьбу для соединения с металлической деталью, имеющей ответную резьбовую часть. Данная технология является общепринятой и обеспечивает высокое качество, герметичность, и прочность соединения, ее единственный и основной недостаток – невозможность стыковки с трубами, имеющими гладкую поверхность. Следует отметить, что непосредственно соединить пластиковую трубу с железной без резьбы при прокладке любого вида инженерных коммуникаций невозможно, для их сопряжения разработана технология с применением электросварных муфт и переходных элементов НСПС.
При прокладке трубопроводных магистралей большого диаметра промышленного назначения используется стыковка разнородных трубных участков с помощью фланцев, к примеру фланцевое соединение металлической трубы с полиэтиленовой или полипропиленовой. Для его реализации к стальным трубам приваривают фланцы, а к пластиковым специальные бурты. За бурт предварительно перед сваркой устанавливается ответный фланец. Стыкуется узел при помощи болтов, которыми стягиваются фланцы.
Рис. 9 Соединение с помощью хомутов – примеры
Соединение пластиковой трубы с металлической без резьбы можно провести следующими полукустарными методами, не гарантирующими приемлемое качество стыка:
При помощи хомутов. Метод довольно прост, пластиковая труба обычно из сшитого полиэтилена одевается на стальную и зажимается стальным хомутом, помещенным на ее наружную оболочку, при помощи прижимного винта. По технологии этот способ напоминает подсоединение труб из сшитого полиэтилена, используемых при укладке теплых полов, к коллектору, имеющему безрезьбовые входные металлические штуцеры.
Если стальная и полимерная труба имеют приблизительно равные диаметры, можно вставить внутрь полимерной стальную гильзу для увеличения прочности ее стенок и соединить обе трубы сверху стальным накладным хомутом, прижав его четырьмя винтами. Правда при данном методе соединения придется хорошо подумать о герметизации стыка.
Переходных муфт. Переходные муфты из достаточно прочных и эластичных обрезков полимерных труб можно использовать как кустарный способ стыковки двух элементов. Для этого в отрезок муфты, имеющий внутренний диаметр стыкуемых полимерной и металлической деталей, вставляются обе соединяемых элемента и прижимаются по краям накладными хомутами.
Рис. 10 Gebo – внешний вид и принцип работы
Фитинга Gebo. Одна из новейших разработок зарубежных специалистов – компрессионный фитинг Gebo, предназначенный для состыковки двух отрезков металлических труб одинакового диаметра, подходящего к внутреннему размеру Gebo. Отличительная особенность Gebo – наличие в конструкции компрессионной муфты уплотнительного резинового кольца, которое исключает протечки. Хотя данный фитинг по инструкции не может осуществлять сопряжение металла и пластика, теоретически жесткая ПП-труба с внутренней прослойкой из стекловолокна или алюминия может быть надежно и герметично состыкована с металлической при одинаковом размере их внешних диаметров.
Поэтому применение фитинга Gebo довольно грамотный ответ на вопрос, как соединить металлическую трубу с полипропиленовой, когда обе детали имеют гладкие стенки и одинаковые размеры в окружности.
Наиболее распространенные ошибки и как их избежать
Чаще всего те, кто делает подобную работу впервые, перегревают свариваемые детали. Происходит это из желания «сварить надёжно, ведь делаю для себя», а в результате кривой стык и зауженное отверстие внутренней поверхности трубы.










Монтаж водопровода не терпит суеты, здесь как в поговорке: семь раз отмерь, один отрежь. Неточности в разметке очень сильно влияют на результат.
- Для того, чтобы с наименьшими затратами и переделками сделать водопровод, — делайте сначала узлы для труднодоступных мест, подгоните их к стыкуемым конструкциям и приборам, закрепите. Когда добьётесь необходимого результата, можно всё демонтировать с крепежа и от приборов, после чего сварить с оставшимися прямыми участками.
- Перед началом пайки проведите подготовку помещений: уберите всё лишнее. Прочтите инструкцию к сварочному аппарату и следуйте ей.
- Во время работы помнить, что сварочный аппарат нагревается очень сильно (260-270 гр.). Работать нужно с закрытыми руками (в робе с длинным рукавом) и в перчатках.
- Самый главный совет — соблюдайте технику безопасности, работайте аккуратно и только исправным инструментом.
Трубопроводы из полипропилена, их достоинства
Полипропиленовые трубопроводы пригодны для горячего и холодного водообеспечения, отопления. Изделия, с армированным слоем из фольги, стекловолокна или алюминия выдерживают температуру до 95 С, давление 20-25 атм. Применяются для внутреннего водопровода и отопления, в системе подачи ее от магистрали.
Изделия обладают достоинствами:
- долгий срок эксплуатации;
- выдерживают высокие физические нагрузки;
- не разрушаются от влаги, агрессивных жидкостей;
- легкие, что облегчает их монтаж;
- низкая теплопроводность не снижает температуру теплоносителя;
- не ухудшают вкус и химический состав жидкости;
- имеют невысокую стоимость.
Эти характеристики полипропиленового трубопровода делают его популярном в современном строительстве и при ремонте водопровода в жилом фонде.
Способы соединения труб ПНД
Крепление труб ПНД осуществляется разъемным и неразъемным методом. В первом случае речь идет об использовании промежуточных соединительных элементов, во втором – о сварке. Обо всем по порядку далее.
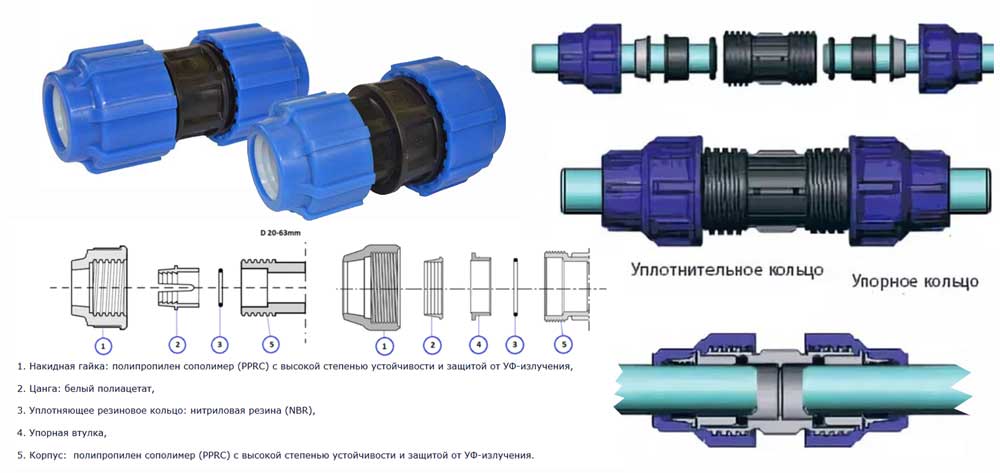
Разъемный метод соединения
Наибольшее распространение в качестве соединительных элементов для труб ПНД получили: соединительные муфты и компрессионные фитинги. Муфты создают методом экструзии. С помощью этих соединительных элементов крепление отдельных частей труб моно осуществить быстро, легко и эффективно без использования специализированных инструментов и оборудования.
 Фитинги
Фитинги
Несомненными плюсами муфт можно считать надежность и долговечность креплений, созданных с их помощью и относительно невысокую цену.
Для сборки труб ПНД используют несколько типов муфт:
- Соединительные. Простейший из представленных видов. Используется для соединения отдельных элементов труб, имеющих одинаковый диаметр.
- Компрессионные. Такие муфты могут иметь резьбу и наружную, и внутреннюю. Являются прекрасным крепежным элементом для водопроводных и газовых ПНД-труб.
- Редукционные. Идеально подходят для соединения труб различного диаметра.
Компрессионные фитинги – еще одна разновидность резьбовых соединительных элементов, используемых в качестве крепежа для труб ПНД. Отличительной особенностью и одновременно достоинством фитингов считается возможность демонтажа крепежей. А монтаж можно осуществлять даже при минусовых температурах.
Иногда монтаж фрагментов труб может осуществляться даже без соединительных элементов. Речь идет о так называемом раструбном соединении. В данном случае используются лишь специальные эластичные уплотнители. Подобное соединение нельзя считать достаточно прочным, поэтому сфера применения скрепленных таким образом труб весьма ограничена. Чаще всего они используются в безнапорных канализационных системах.
Неразъемный метод соединения
Используются для герметичного монтажа труб (более 5 см в диаметре), которые будут эксплуатироваться при высоком давлении. Особенность неразъемных соединений состоит в том, что они прочнее скрепляемого материала в несколько раз. В данном случае – крепче ПНД.
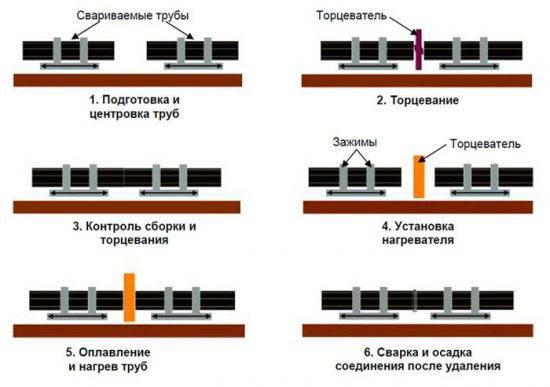 Схема пайки
Схема пайки
Различают два типа сварки: электромуфтовая и встык. В первом случае при работе используется полиэтиленовая муфта с электрическим спиралями. При подключении к ним тока, они разогревают муфту до нужной температуры, и она присоединяется к трубам, герметично скрепляя их при застывании.
Совет. В процессе осуществления электромуфтовой сварки все элементы должны быть абсолютно неподвижны (как во время разогревания муфты, так и во время ее застывания).
А вот для сварки встык уже понадобится сварочный аппарат. Суть процесса сварки очень проста. Предварительно обезжиренные и очищенные от грязи части труб разогреваются до тех пор, пока их края не станут вязкими. Затем их скрепляют под давлением. После чего трубы оставляют до полного застывания в неподвижном состоянии.
Особенности труб из ПНД
Водопроводные линии на базе ПНД-труб получили широкое распространение. Они востребованы в сельском хозяйстве, используются на частных и коммерческих объектах.
Высокая популярность трубопроводов из ПНД обусловлена следующими факторами.
- Стойкость к химическому воздействию. Системы на базе ПНД работают с питьевой водой, а также средами низкой агрессивности. Не оказывают влияния на состав перемещаемого продукта, не создают благоприятных условий для развития патогенной микрофлоры.
- Гладкая внутренняя поверхность. Трубопровод из ПНД не содержит выемок, бугров и прочих дефектов. Это препятствует образованию отложений, позволяет сохранить проходимость системы на протяжении длительного срока.
- Стойкость к коррозионному поражению. На поверхности трубопроводов из полиэтилена не появляется ржавчина. Обслуживание магистрали не подразумевает работ по окрашиванию и удалению коррозии.
- Малые монтажные расходы. Трубы на базе ПНД укладываются в грунт. При обустройстве водопровода не используются бетонные лотки и прочие вспомогательные компоненты.
- Диэлектрические свойства. Полимерные трубы не проводят ток, не нуждаются в дополнительной изоляции. Они могут использоваться в качестве кабельной трассы при подключении силового оборудования.
- Длительный срок службы. Полиэтиленовый трубопровод сохраняет функционал на протяжении 50 лет. Соблюдение правил эксплуатации повышает показатель до 60 и даже 75 лет.
- Малый вес. Небольшая масса ПНД-труб позволяет экономить на доставке, погрузке, выгрузке и монтаже. Изделия незначительно нагружают опорные элементы при прокладке внутри помещения.
- Прекрасная эластичность. Монтаж ПНД-труб упрощен их пластичностью. Компоненты изгибаются без потери прочности и проходимости. Это минимизирует число отводов и переходников, позволяет использовать трубы в зонах с повышенной вибрацией и сейсмической активностью.
Значительная эластичность гарантирует стойкость к гидроударам, исключает риск прорыва труб при замерзании в них воды.
Основной недостаток материала — уязвимость к высоким температурам. При нагреве свыше 80 градусов наблюдается снижение прочности изделий.
В продаже представлены два вида ПНД-труб — предназначенные для магистралей:
- работающих под давлением — газовых и водопроводных сетей;
- транспортирующих продукт самотеком — ливневок и систем канализации.
Изделия различаются толщиной стенок и спецификой монтажа.
Сварка экструдером
Ручным феном или паяльником немного сложнее работать, т. к. нужно дополнительно контролировать не только время прогрева, но и собственные движения. При неправильном осуществлении сварки можно нарушить целостность труб ПНД или испортить шов.
 Фото — профессиональный инвертор
Фото — профессиональный инвертор
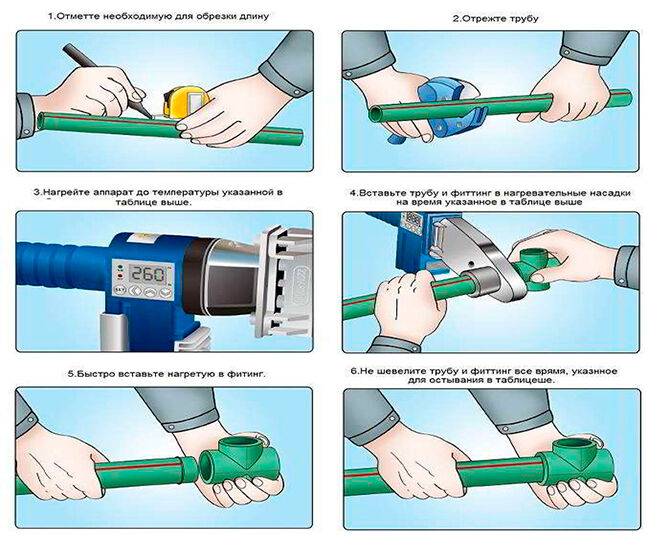
Пошаговая инструкция сварки при помощи инвертора:
- Нужно обрезать коммуникацию до определенного размера, обязательно зачистить торец;
- Температура для сварки ПНД – 260 градусов, на этот уровень устанавливается паяльник, одновременно устанавливаются и прогреваются сварочные насадки;
Перед началом работы обязательно измеряется и отмечается нужная глубина установки, она должна составлять не менее 2 мм;
- Самым сложным в этом процессе является момент, когда нужно зацентрировать фитинг и трубу в насадке. Профессиональный станок содержит в своей комплектации специальный центрирующий механизм, если его нет, то просто постарайтесь все сделать очень точно;
- После соединения задвигаются до отметки (не до стыка) и выдерживаются определенное время;
- По окончании работы аппарат выключается, а место сварки труб фиксируется для охлаждения.
Очень важно не передержать крепление, если слишком затянуть сварку, то ПНД станет очень тонким или произойдёт наплыв полиэтилена на внутренний диаметр. Чтобы контролировать этот момент используется специальная таблица:
| Наружный диаметр, мм | Сварной шов, мм | Нагрев, сек | Соединение, сек | Охлаждение, сек |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 32 | 50 | 12 | 8 |
Видео:Электромуфтовая сварка труб ПНД
Муфтовая сварка ПНД труб
Муфтовый способ спайки полиэтиленовых труб осуществляется посредством специального устройства, называемого паяльником, и комплекта специальных насадок нужного диаметра. В процессе сварки используются фитинговые изделия: муфты, тройники или уголки. Торцы соединяемых заготовок привариваются к фитингам, которые служат в качестве соединяющих элементов.
Паяльник для труб ПНД имеет нагреваемые металлические детали, через непосредственный контакт с которыми осуществляется разогрев свариваемых изделий. Это, в частности, дорн, нагревающий внутреннюю поверхность фитинга, и гильза, в которую вставляют трубу для нагрева. Дорн и гильза скручиваются между собой и устанавливаются в отверстие паяльника для ПЭ труб. «Соединительная сварка ПНД труб: виды и особенности соединения».






При наличии необходимого паяльного агрегата можно осуществить пайку ПНД труб своими руками. Работа эта не очень сложна и под силу любому домашнему мастеру.
Перед тем, как спаять ПНД трубу своими руками, следует произвести некоторые предварительные работы, в частности:
- Подрезать заготовки специальными ножницами до нужных размеров. Срезы должны быть строго перпендикулярны продольной оси заготовок.
- Очистить торцевые участки соединяемых изделий.
- Закрыть пробками торцы тех труб, которые не свариваются в данный момент, во избежание загрязнения и охлаждения.
- Очистить нагреваемые поверхности паяльного агрегата от засорений и частиц, которые могли остаться от предыдущей работы.
Далее можно приступить непосредственно к процессу пайки, который также состоит из ряда последовательных этапов.
- Нагревание насадочных деталей паяльника до необходимой температуры. Когда разогрев достигает требуемых значений, индикатор на корпусе устройства подаёт специальный сигнал.
- ПНД труба до упора вставляется в гильзу, а фитинг также до упора насаживается на дорн. Для выполнения данного действия может потребоваться некоторое усилие.
- По мере вставки трубы и насаживания на неё фитинга излишки расплавленного материала выдавливаются наружу с поверхности изделия. В результате в области сварной кромки формируется своеобразный кольцевой валик, называемый гратом.
- Соединяемые детали снимаются с насадки, после чего труба вставляется в фитинг так, чтобы она плотно соприкасалась с кольцевым валиком. «Какие бывают фитинги для ПНД труб, какие лучше использовать для соединения труб».
- Дожидаются остывания сваренных труб, не подвергая их никаким внешним воздействиям.
После выполнения всех указанных процедур, процесс пайки полиэтиленовых труб своими руками можно считать завершённым. Как видно, он не представляет большой сложности, однако дополнительно следует знать некоторые нюансы, которые должны учитываться при проведении сварочных работ. Во-первых, существуют специальные таблицы, по которым рассчитывается продолжительность процесса пайки для труб того или иного диаметра. Затем, касательно муфтовой пайки полиэтиленовых труб инструкция гласит, что надавливание при вставке деталей следует прекращать, если фитинг и труба достигли упора. Соблюдение данного правила является очень важным – в противном случае прочность соединения будет недостаточной. «Как выполняется сварка полиэтиленовых труб – правила технологии процесса».
Это интересно: Пенополиуретановая изоляция для труб — преимущества и возможности материала
Как согнуть или выпрямить изделие
Полиэтиленовые трубы выпускаются в продажу прямыми 12-метровыми отрезками либо же в виде цельных изделий, намотанных на большие бухты. Будучи в скрученном состоянии, изделия приобретают форму колец и деформируются. Перед тем, как выпрямить или согнуть деформированную трубу ПНД, ее надо нагреть.
 При сборке трубопровода нередко возникает необходимость выпрямить скрученную или, напротив, согнуть деформированную полиэтиленовую трубу
При сборке трубопровода нередко возникает необходимость выпрямить скрученную или, напротив, согнуть деформированную полиэтиленовую трубу
Полиэтилен низкого давления славится хорошей упругостью. Но утрачивает это свойство при температуре нагрева свыше +80°С. Этот момент и используют при необходимости изменить конфигурацию изделия.
Но стоит помнить, что для расправления или сгибания температуру можно повышать только на короткий временной период. Ведь полиэтиленовая труба принадлежит к категории строительных материалов, которые при нарушении температурного режима можно повредить.
Обзор способов разгибания трубы
Распрямить трубу, устранив заломы, которые возникли при ее хранении и транспортировке, проще всего после легкого нагрева изделия. Если замена или ремонт трубопровода проводится в летний период, когда солнечные лучи максимально припекают, можно задействовать их для достижения поставленной задачи.
 Чтобы выпрямить трубу ПНД, нужно всего лишь оставить ее пару часов под прямыми солнечными лучами, крепко зафиксировав концы отрезка
Чтобы выпрямить трубу ПНД, нужно всего лишь оставить ее пару часов под прямыми солнечными лучами, крепко зафиксировав концы отрезка
УФ лучи не ухудшат эксплуатационные параметры полиэтилена, но при этом на время смогут размягчить стенки изделия. Вам останется лишь закрепить размягченную трубу вдоль жесткой опоры или стены, либо же уложить в заранее прорытую траншею. Перед тем, как распрямить изогнутую ПНД трубу на грунте, нужно освободить участок.
Если же работу приходится выполнять в зимнее время, используйте для разогрева изделия горячую воду. Но этот метод эффективен для труб, размер которых не превышает 50 мм. В качестве вспомогательных средств для выправления можно использовать металлические перила и кирпичную кладку. В любом случае: чем короче отрезок изделия, тем легче с ним будет работать.
Эффективные методы, позволяющие согнуть заготовку
Если возникает обратная ситуация, когда нужно согнуть ПНД трубу, применяют всю ту же тепловую обработку. Для разогрева задействуют такие методы:
- обдувают горячим направленным воздухом строительного фена;
- прогревают стенки изделия газовой горелкой;
- обдают поверхность кипятком.
Для упрощения процедуры сгибания лучше соорудить формовочный каркас. Оправу, размер которой соответствует диаметру сгибаемой трубы, можно сделать из обычных листов ДВП. Для придания гладкости поверхности оправы отшлифуйте ее отрезом наждачной бумаги.
Чтобы согнуть ПНД трубу с помощью фена, работу выполняют в такой последовательности:
- Обрабатываемое место прогревают строительным феном.
- Размягченную заготовку заглубляют в формовочный каркас.
- Аккуратно сгибают трубу, не прилагая чрезмерных усилий с тем, чтобы в месте сгиба не разорвать изделие.
Создав требуемый угол изгиба, нужно оставить изделие до полного охлаждения и лишь после этого извлечь из каркаса.
 Чтобы обеспечить равномерное прогревание поверхности полиэтиленового изделия, трубу необходимо постоянно вращать вокруг своей оси, подставляя под лучи различные участки
Чтобы обеспечить равномерное прогревание поверхности полиэтиленового изделия, трубу необходимо постоянно вращать вокруг своей оси, подставляя под лучи различные участки
Важный момент: разогревая трубу, необходимо придерживаться «золотой середины». При недостаточном нагреве поверхности в момент сгиба труба может сломаться. Если же в момент разогрева слишком близко поднести к изделию нагревательный элемент, полимер может воспламениться.
Виды садового акведука
Существует два способа прокладки трубопровода на даче — летний и сезонный (капитальный). Каждый из них имеет свои достоинства и недостатки.
Летний вариант
Метод наземного монтажа водопроводной системы на дачных участках используют для организации полива овощных грядок, ягодных кустарников, плодовых деревьев. Наземное водоснабжение применяют для подвода к бане, летней кухне, садовому домику.
Сезонная водопроводная система представляет собой наземный контур с затяжными фитингами в месте разветвления. Если участок используется исключительно в теплый период, разумно прокладывать трубы на поверхности. Такую систему легко разобрать на зимний период, чтобы предотвратить кражу материалов в межсезонье.
На заметку! Чтобы избежать порчи коммуникаций сельхозинвентарем, летний водопровод укладывают на специальные подставки-опоры.
Главное удобство сезонного водопровода из полиэтилена — его мобильность. По необходимости, конфигурацию можно изменить за 10-15 минут. Достаточно добавить или убрать несколько метров трубы или пустить её в другом направлении.
Система полива
Схема
Временный летний водопровод на даче из труб ПНД своими руками собирают и разбирают по принципу детского конструктора.
Типовая схема дачного водопровода
Схему сети составляют с привязкой к подробному плану участка. На чертеже отмечают расположение зеленых насаждений, точки забора воды, домика, душа, умывальника.
Важно! Трубы прокладывают с уклоном в сторону точки водозабора. В нижней точке системы предусматривают установку сливного клапана
Капитальная система
Если участок обустроен капитально и используется круглый год, разумно потратить время и средства на установку капитальной системы водопровода. Принцип подключения элементов в этом случае не меняется. Разница заключается в дополнительной установке компрессорного оборудования и закрытом способе расположения. Для обустройства постоянного водопровода коммуникации укладывают в траншеи ниже глубины промерзания грунта.








Ввод ПНД трубы в дом
Утепление
Глубина промерзания грунта в различных регионах РФ существенно отличается. Чтобы избежать разрыва коммуникаций в момент внезапных скачков температуры, рекомендуется их утеплить.
Для утепления капитального водопровода из ПНД на дачном участке используют такие материалы:
- Базальтовые утеплители в виде готовых цилиндрических модулей.
- Стекловолоконное полотно в рулонах. Потребуется докупить рубероид для защиты теплого слоя от намокания.
- Пенополистерол. Многоразовые складные модули из двух половинок, которые используют многократно, монтируют просто и быстро.
Изоляция для труб из вспененного полиэтилена По статистике, глубина промерзания грунта зимой в России превышает 1 метр. Для глины и суглинка Москвы и области это…
На заметку! Вода под высоким давлением не замерзает. Если в системе установлен ресивер, необходимости в дополнительной теплоизоляции водопровода нет.
В капитальном строительстве, при закладке трубопровода на незначительную глубину, параллельно системе прокладывают греющий кабель и подключают его к заземленному источнику электроэнергии.
Разморозка труб водопровода и канализации Россия находится в суровом климатическом регионе, поэтому в зимний и ранневесенний периоды существует риск…
Как выбрать?
Производители предлагают несколько видов полиэтиленовых труб на выбор. В первую очередь изделия различают по типу транспортируемой среды.
Для производства газовых труб используют специальные присадки, которые меняют состав воды. Газовые трубы с желтой маркировкой использовать для водопроводной системы категорически запрещено!
Для сборки трубопровода подземным способом используют два типа полиэтилена:
- ПНД ПЭ 100, изготавливают согласно ГОСТ 18599-2001. Диаметр изделий — 20 до 1200 мм. Такие трубы делают черными с продольной синей полоской по всей длине.
- ПНД ПЭ PROSAFE , производят согласно ГОСТ 18599-2001, ТУ 2248-012-54432486-2013, PAS 1075. Такие трубы имеют дополнительную минеральную защитную оболочку, толщиной 2 мм.
Для основной магистрали выбирают заготовки, диаметром 40 мм. Для второстепенной — 20 мм или 25 мм.
Крепление полиэтиленовых труб
В случае поворотов трассы, в местах где прокладывается наша 32 труба, радиус изгиба оси должен быть больше 96 мм (3 наружных диаметра).
Какие главные правила необходимо помнить?
- При наружной или внутридомовой прокладке водопроводных полиэтиленовых труб необходимо предусмотреть их крепление к ограждениям. Оно организовывается таким образом, чтобы расстояние между фиксаторами было никак не меньше, чем 10 диаметров трубы и дополнительно, под каждым узлом стыковки. Стенка трубы должна находиться от поверхности ограждения не ближе 2-4 мм.
- Для крепления ПНД труб используются пластиковые хомуты, состоящие из шпильки, дюбеля и шурупов, которые обеспечивают 2 точки затяжки. Такая конструкция распределяет усилие по окружности и компенсирует вибрацию. Использование жестких хомутов с резиновыми уплотнителями способствует шумопоглощению гидравлических ударов.
Для организации ответвлений от основной системы водоснабжения до конечного пользователя, применяют трубы уже меньшего диаметра. Оба изделия производятся из полиэтилена ПЭ 100, для использования в среде до 45 градусов. ПНД трубы с диаметром 32 мм поставляется в стометровых бухтах. Изделия из полиэтилена и полипропилена не поддаются биохимическому воздействию, поэтому они прослужат гораздо дольше, чем их аналоги из металла.
Виды сварки труб ПЭ
Мы говорим о правильной технологии и не берём в расчёт кустарные методы, вроде разогрева феном или открытым огнём. Подобные эксперименты часто заканчиваются дорогим ремонтом, т.к. повышенные температуры разрушают молекулярную структуру ПНД, превращая его в воскообразную массу. Назовём 4 цивилизованных способа сварки полиэтиленовых труб:
- стыковой
- электромуфтовый
- раструбный
- экструдерный
Первые два вида наиболее распространены в строительстве и ремонте наружных сетей водоснабжения и водоотведения. Раструбное соединение довольно экзотическое, но вполне применимо для небольших диаметров и использования в домашних условиях. Сварка экструдером в основном относится к монтажу объёмных конструкций из листовых материалов.
Подготовительный процесс перед сваркой труб ПНД
Вне зависимости от вида сварки ПНД труб, следует провести ряд подготовительных мер перед работой. А именно:
- закупить и привезти на рабочую площадку сами трубы и крепеж (фитинги прямые, угловые, тройники и другие соединительные элементы), зажимы и редукционные вкладыши, соответствующие диаметру свариваемых труб;
- обустроить и освободить от посторонних предметов рабочую площадку, на которой будет размещено сварочное оборудование;
- механически обработать торцы ПНД труб и всех фасонных деталей.
Сварочное оборудование перед работой следует тщательно проверить на исправность и работоспособность. Порядок подготовки оборудования заключается в следующем:
- узлы сварочного аппарата осматривают визуально, заземлители и электрические провода проверяют на исправность, ножи торцевателя проверяют на степень заточки;
- далее подготавливают электрогенератор, заправляя его топливом и проводя тестовое включение;
- детали оборудования (скребок, торцеватель, нагреватель) перед работой очищают от имеющихся загрязнений и следов приставшего полиэтилена, затем обезжиривают все поверхности растворителем;
- на гидросистеме сварочного оборудования обязательно проверяют наличие масла и его уровень, проводят испытание на работоспособность подвижного зажима, после чего смазывают все трущиеся детали оборудования специальными составами;
- проводят проверку всех имеющихся контрольно-измерительных приборов.