Процесс ковки
Прежде чем планировать изготовление вещей, стоит рассчитывать на то, что при обжимке заготовка потеряет часть своего объема в виде окалины. Она образовывается на поверхности болванки, откуда ее удаляют, используя инструменты: клещи и щетки.
Когда обжимка проведена, переходят к собственно поковке изделия. При этом используют различные приемы для получения нужной формы.
Чтобы на поверхности образовались утолщения, используют способ местной осадки. Также этот прием используют, если нужно уменьшить длину заготовки и сделать ее более толстой. Для этого мастер наносит удары сверху заготовки, расположенной в вертикальной плоскости. При этом металл будет деформироваться и утолщаться. Удобно делать полную обсадку, зажав разогретую заготовку в тисках, но нужно спешить, иначе металл будет очень быстро остывать от холодного приспособления для зажима.
После осадки опять нужно сделать обжимку, чтобы придать структуре однородность!
Одна из разновидностей осадки — высадка. Ее используют, когда нужно получить на поверхности изделия утолщения. Для этого нагрев заготовки делают только в месте высадки.
Если нужно, наоборот, удлинить заготовку, проводят так называемую протяжку. Используют три способа, которыми можно сделать этот прием. Наиболее простой — протяжка на плоских бойках. Для этого заготовку разогревают. Далее, ее проходят молотом по всей длине и, переворачивая на 90 градусов, делают ту же работу. Прием стараются проводить за один разогрев. Довольно часто используют такой подвид протяжки, как расплющивание по всей длине. Основные инструменты при этом молот или кувалда.
Протяжка (вытяжка) металла
Иногда при ковке в домашних условиях нужно сделать в изделии сквозное или глухое отверстие. В таком случае используют прием прошивки. В качестве основного приспособления выступают пробойники различного сечения. При этом заготовку разогревают и укладывают на наковальню сверху круглого отверстия. Установив пробойник, по нему наносят удары. Прошивку можно делать как с одной стороны, так и с обеих.
Для разделения заготовки или изделия на части используют способ рубки. Нагревают металл до темно-красного цвета и, уложив его на наковальню, кузнечным зубилом рубят три четвертых его толщины. После чего поковку переворачивают и дорубают остаток, используя те же инструменты.
Также довольно часто в кузнечном деле использую способ гибки заготовок. Простые формы получают, используя в качестве основного приспособления наковальню с отверстиями. Более сложные кованые элементы формируют, изгибая заготовки на различных шаблонах.
Гибка металла на оправке
Еще один прием, часто использующийся в художественной ковке — скручивание. Заготовку при этом разогревают и жестко фиксируют в тисках, другой конец проворачивают, используя как основное оборудование вороток.
Когда изделие готово нужно стабилизировать металл.
С чего начать
Автор совершал свои первые шаги без полноценной подготовки, приобретая все необходимое в процессе. Видеоролик посвящен людям, задумывающимся об освоении ремесла холодной ковки и открытии собственного бизнеса. Речь пойдет о необходимости обзавестись отдельным помещением, приобрести набор «помощников» – болгарку, полуавтоматический сварочный аппарат, стол, электрический трубогиб, тиски, устройства для нанесения краски. Рассказано насколько важен каждый из них, что и чем можно заменить, почему на некоторых вещах экономить невыгодно. В завершении мастер скажет пару слов о том, стоит ли рассчитывать на большой заработок.
Кованая кровать в интерьере
Выбор подходящей кровати должен опираться на ее размеры, конструкцию. Самыми популярными стали модели с витиеватыми большими изголовьем и изножьем. Наличие тонких переплетений способствует облегчению оформления, созданию особого уюта. Для просторных помещений идеально подходят красивые модели с высоким пологом. Их можно дополнять занавесками из любых тканей: плотных, легких полупрозрачных. В помещениях, приближенных к королевской стилистике, такие модели просто незаменимы. К ещё одному интересному типу относятся кровати с большим филигранным изголовьем и массивными ножками. При правильном подборе текстиля они не будут перегружать пространство или уменьшать его. Идеальными для таких моделей станут светлые покрывала с тончайшими узорами, полосами, силуэтами
А вот постельное белье с растениями, фигурами, абстракцией нужно подбирать с особым вниманием: большинство из них на металлических кроватях будут смотреться неуместно
Что такое ковка?
Данный процесс представляет собой сложную обработку металлического основания, предание ему необычной формы и необходимого размера. Выделяют две разновидности ковки:
- Холодная;
- Горячая.
Перед тем как приступить к изготовлению металлического декора необходимо иметь четкое представление о каждом способе обработки. Как правило, они имеют преимущества и недостатки.
Горячая ковка представляет собой использование нагревательных элементов, в результате которых металл постепенно теряет свои свойства. Установится более пластичным. В результате этого ему можно придать определённую форму и необходимый размер.
Читайте здесь — Ремонт компрессоров своими руками: основные виды неисправностей и способы их устранения (видео и 90 фото) «>
Обработка металла с использованием высокой температуры позволяет создать эксклюзивные и сложные виды металлического декора. Данные изделия отличаются своей прочностью и выносливостью в процессе эксплуатации.
Неправильное нагревание металла влечет за собой появление трещин их хрупкости. Единственным недостатком данного способа являются большие финансовые вложения.









В процессе работы с раскалённым металлом необходимо соблюдать особую аккуратность и технику безопасности.
Что можно сделать собственноручно?
Многие считают, что создать собственноручно качественное кованое изделие невозможно, другие полагают: ничего особо сложного в кузнечном деле нет, раз им с успехом занимались ещё наши предки в стародавние времена. И те, и другие ошибаются. Для того чтобы самому выковать даже небольшой элемент, нужны не только орудия труда и навыки, но и знания свойств металлов. Горячая ковка – тяжелый труд в условиях, которые весьма далеки от офисных. Что же делать?
Если нет желания строить кузницу и осваивать технологию кузнечного дела, можно ограничиться аналогом художественной ковки. Создадим сварную конструкцию из металлопрофиля и металлопроката, которую можно будет украсить готовыми деталями художественной ковки. Для этого нам будут нужны: источник электроэнергии; ровная поверхность для сборки изделия; болгарка с металлическими щетками, зачистными и отрезными кругами; нерястягивающаяся веревка, маркер; молоток, две шпильки; сварочный аппарат с маской, перчатками и электродами.

Даже без кузницы можно со временем научиться делать настоящие шедевры
В качестве материала будем использовать металлопрофиль, а также металлопрокат. Последний лучше брать меньшего сечения, поскольку тогда мы сможем его согнуть, не прибегая к особым условиям нагрева.
- Выбираем рисунок. Не усложняйте эскиз, который придется рисовать, потому что это первое Ваше изделие и металл – не особенно пластичный материал.
- Покупаем металл. Следует исходить из того, что длина стандартного прута – шесть метров. Нужно посчитать свою потребность в металле и взять его с небольшим запасом.
- Обработка. Доставленный материал лучше сразу очистить от ржавчины. Потом это сделать будет сложнее. Для этого используем надетую на болгарку щетку из металла.
- Сборка рамки. На ровной поверхности (стапель, верстак, стол) делаем рамку изделия. Её размеры учитываются по внешним поверхностям. Каждый из 4-х углов рамки будет иметь сварной шов. Чтобы рамку не перекосило, прихватываем сначала одну из сторон. Какая будет первой – все равно. По нескольку капель сварки капаем не верхний и нижний углы, после чего выравниваем диагональ, постукивая по неприваренным углам. После чего привариваем два оставшихся угла.
- Измерения. Наносим на поверхность (стол, ДСП, асфальт) будущий рисунок в масштаба 1:1. Для измерения его элементов берём веревку. Прикладываем веревку к элементам рисунка, как к трафарету. Так мы выясняем длину отрезков, на которые режем пруты.
- Деформация. Чтобы деформировать заготовки, нужно создать приспособление: на ровной поверхности привариваем в 2-3 см друг от друга два шпильки. Используя их и молоток, постепенно выгибаем пруты, постоянно сравнивая результат с трафаретом.
- Сборка и сварка. Раскладываем элементы на трафарет, собирая рисунок и подрезая лишнее. Аккуратно свариваем изделие с одной, а потом и с другой стороны.
- Чистка. Зачищаем всё лишнее.
- Готовые детали. Покупаем готовые элементы ковки, которые послужат украшением основы. Привариваем их на предназначенные для них места, зачищаем места сварки.
- Грунтовка и покраска. Грунт используется белый, чтобы видеть при покраске недочеты. Краска по свойствам должна сочетаться с грунтом.
- Шик и блеск. Привлекательность изделию придадут специальное состаривание или золочение.
Получившееся изделие по внешнему виду будет мало отличаться от кованого, а при определенных навыках, которые вырабатываются с опытом, можно научиться создавать настоящие шедевры.
Что можно сделать собственноручно?
Многие считают, что создать собственноручно качественное кованое изделие невозможно, другие полагают: ничего особо сложного в кузнечном деле нет, раз им с успехом занимались ещё наши предки в стародавние времена. И те, и другие ошибаются. Для того чтобы самому выковать даже небольшой элемент, нужны не только орудия труда и навыки, но и знания свойств металлов. Горячая ковка – тяжелый труд в условиях, которые весьма далеки от офисных. Что же делать?
Если нет желания строить кузницу и осваивать технологию кузнечного дела, можно ограничиться аналогом художественной ковки. Создадим сварную конструкцию из металлопрофиля и металлопроката, которую можно будет украсить готовыми деталями художественной ковки. Для этого нам будут нужны: источник электроэнергии; ровная поверхность для сборки изделия; болгарка с металлическими щетками, зачистными и отрезными кругами; нерястягивающаяся веревка, маркер; молоток, две шпильки; сварочный аппарат с маской, перчатками и электродами.

Даже без кузницы можно со временем научиться делать настоящие шедевры
В качестве материала будем использовать металлопрофиль, а также металлопрокат. Последний лучше брать меньшего сечения, поскольку тогда мы сможем его согнуть, не прибегая к особым условиям нагрева.
- Выбираем рисунок. Не усложняйте эскиз, который придется рисовать, потому что это первое Ваше изделие и металл – не особенно пластичный материал.
- Покупаем металл. Следует исходить из того, что длина стандартного прута – шесть метров. Нужно посчитать свою потребность в металле и взять его с небольшим запасом.
- Обработка. Доставленный материал лучше сразу очистить от ржавчины. Потом это сделать будет сложнее. Для этого используем надетую на болгарку щетку из металла.
- Сборка рамки. На ровной поверхности (стапель, верстак, стол) делаем рамку изделия. Её размеры учитываются по внешним поверхностям. Каждый из 4-х углов рамки будет иметь сварной шов. Чтобы рамку не перекосило, прихватываем сначала одну из сторон. Какая будет первой – все равно. По нескольку капель сварки капаем не верхний и нижний углы, после чего выравниваем диагональ, постукивая по неприваренным углам. После чего привариваем два оставшихся угла.
- Измерения. Наносим на поверхность (стол, ДСП, асфальт) будущий рисунок в масштаба 1:1. Для измерения его элементов берём веревку. Прикладываем веревку к элементам рисунка, как к трафарету. Так мы выясняем длину отрезков, на которые режем пруты.
- Деформация. Чтобы деформировать заготовки, нужно создать приспособление: на ровной поверхности привариваем в 2-3 см друг от друга два шпильки. Используя их и молоток, постепенно выгибаем пруты, постоянно сравнивая результат с трафаретом.
- Сборка и сварка. Раскладываем элементы на трафарет, собирая рисунок и подрезая лишнее. Аккуратно свариваем изделие с одной, а потом и с другой стороны.
- Чистка. Зачищаем всё лишнее.
- Готовые детали. Покупаем готовые элементы ковки, которые послужат украшением основы. Привариваем их на предназначенные для них места, зачищаем места сварки.
- Грунтовка и покраска. Грунт используется белый, чтобы видеть при покраске недочеты. Краска по свойствам должна сочетаться с грунтом.
- Шик и блеск. Привлекательность изделию придадут специальное состаривание или золочение.
Получившееся изделие по внешнему виду будет мало отличаться от кованого, а при определенных навыках, которые вырабатываются с опытом, можно научиться создавать настоящие шедевры.
Вспомогательные приспособления
Кроме активных станков, в которых для приведения в движение рабочего инструмента используют электромоторы, в домашней мастерской используют механизмы с ручным приводом. Интересные или полезные самоделки, столярные приспособления и инструмент, сделанные своими руками, помогут мастеру при изготовлении деталей, сборке узлов, ремонте различных механизмов.
https://youtube.com/watch?v=ckulUixg2w4
К сведению!
В Интернете можно найти много схем и чертежей самодельных аппаратов для обработки металла, дерева и других отделочных материалов.
Мини-пресс
Гидравлический пресс редко применяют в домашнем хозяйстве, но в гаражной мастерской ему найдётся применение. При ремонте автомобиля возникает необходимость силового воздействия для сборки/разборки узлов и механизмов. При разовой работе можно воспользоваться тисками или молотком, но эти методы малоэффективны, а качество соединения будет низким. Если часто приходится работать с плотными посадками, без мини-пресса в мастерской не обойтись.
Приспособление состоит из силовой рамы и гидроцилиндра с маслонасосом. В качестве последнего применяют гидравлический домкрат, рассчитанный на вес грузового автомобиля. Силовую раму собирают из металлических профилей. Её делают цельной, сваривая детали между собой, либо разборной, скрепляя компоненты болтовыми соединениями. В раме предусматривают подвижный стол для изменения расстояния между домкратом и опорной поверхностью, чтобы можно было работать с узлами разных размеров.
Верстак
Чем бы ни планировал мастер заниматься в гараже или подсобном помещении, без рабочего стола ему не обойтись. Его функционал будет зависеть от вида деятельности. В столярной мастерской нужен деревянный верстак, собранный из досок толщиной 40-60 мм и большой рабочей поверхностью. Для сварочных работ изготавливают металлический стол, желательно с поворотной поверхностью. Верхнюю плиту делают из листового проката.
В общем случае мастеру понадобится устойчивый верстак, на котором будут закреплены тиски, предусмотрены места под установку струбцин. Как правило, каркас стола делают из металла. Для этого используют стальные уголки с шириной полки не менее 5 см или квадратные профильные трубы размером 50 х 50 или 60 х 60 мм. Остов делают сварным, исключив резьбовые соединения, которые могут раскрутиться при вибрации. Столешницу собирают из досок толщиной 50 мм. Поверхность шлифуют и красят, если необходимо покрывают тонким листовым железом.
К сведению!
В столе целесообразно предусмотреть выдвижные ящики, в которых можно хранить ручной инструмент и всякую полезную мелочь.
Трубогиб
При работе с металлом иногда нужно придать заготовке изогнутую форму. Фасонные изделия понадобятся при изготовлении теплиц, навесов, заборов и калиток. Гнуть детали вручную невозможно – придать заготовке правильную форму не получится. Требуемый радиус изгиба получают при помощи трехвалкового механизма, основу конструкции которого составляют два опорных и один центральный ролик. Последний осуществляет давление на трубу, положение которого и определяет радиус её изгиба.










Для изготовления трубогиба понадобятся металлические пластины из толстого листа, круглый стальной прокат подшипники, ролики, нажимной механизм. Процесс изготовления:
- Металлические пластины размещают параллельно на расстоянии 10 см друг от друга. Между собой их скрепляют резьбовыми шпильками или сваркой.
- К пластинам крепят неподвижные подшипниковые узлы, в которые вставляют круглые оси.
- В основании конструкции устанавливают нажимной механизм. Он может быть винтового или гидравлического действия.
- К нажимному механизму крепят подшипники с подвижной осью. На край последней надевают вороток.
- На осях размещают фасонные ролики.
В мастерскую своими руками можно сделать много станков и приспособлений. Дополнив рабочее место системой удаления пыли и стружки, ярким освещением мастер сохранит своё здоровье и обезопасит процесс
Неважно, какой вариант выбран для обустройства, стоит предусмотреть полочки для инструментов или ящики для оборудования. Главное, чтобы пользоваться механизмами, сделанными своими руками, было удобно, легко и безопасно
Преимущества ковочной обработки
Ковкапром занимается выпуском и продажей художественных элементов во многих городах России. Их кованые элементы имеют самое разное направление. Все эти изделия отличаются несколькими положительными качествами:
- Каждая деталь считается уникальным и неповторимым творением. Любой элемент отличается своей индивидуальностью.
- Красивый внешний вид.
- Кованые детали покрываются особым антикоррозийным составом, поэтому эти элементы могут эксплуатироваться не один десяток лет.
- Благодаря твёрдости металла такие изделия всегда отличаются высокой прочностью.
- Детали прекрасно сочетаются с различными отделочными и строительными материалами. Это позволяет воплощать в жизнь самые оригинальные дизайнерские решения.
Базовые инструменты для холодной ковки в домашних условиях
Создание уникального изделия всегда начинается с расчетов материала и разработки подробного плана работы. Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко изгибаться.
Обратите внимание! Закаленные листы или прутья использовать нельзя. Под воздействием перепада температуры структура металла меняется, он становится хрупким и может сломаться под давлением
Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом). В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.
Элементы холодной ковки можно использовать для украшения лестницы.
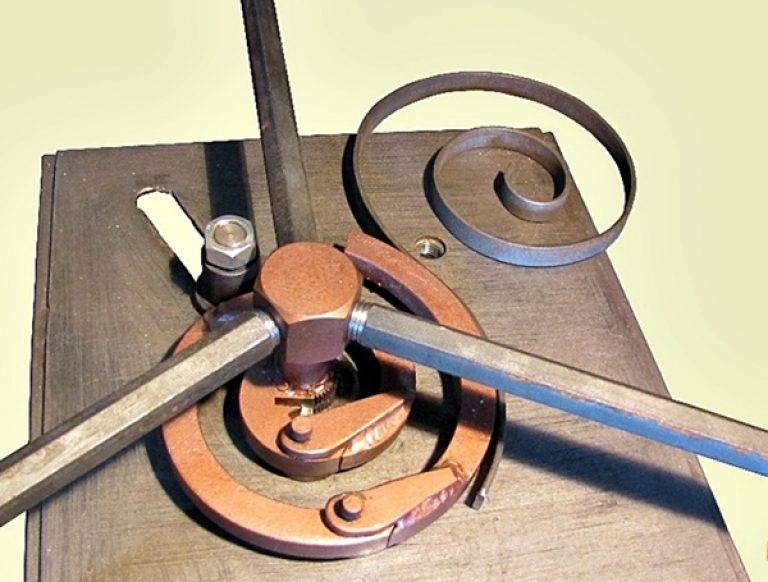
Гнутик – базовый инструмент, применяется для изгибания прутьев под разными углами. Спиральные элементы холодной ковки закручиваются с помощью улитки. Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Станок твистер используют для скручивания прутьев по продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик применяется для работы сразу с несколькими прутьями. Они устанавливаются на оснастку и сгибаются путем вращения рычага.
Приемы и способы технологии
В холодной ковке используют простые приемы деформации металла:
- гибка;
- кручение;
- протяжка;
- чеканка.
Технология изготовления простая. Необходимо прочно закрепить конец заготовки и гнуть его с помощью инструмента вокруг оправки определенной формы и размера. В зависимости от диаметра выбранной оправки, гибка позволяет создавать вензеля и завитки разного размера и направления.
Кручение вдоль оси требует большого усилия и самых простых тисов для перекручивания проката. Смотрится витой прут только если прокат ребристый. На круглом ничего не видно.
Протяжка меняет сечение заготовки. Ею чаще всего выполняют заостренные края прута. При навивке просто оттягивают, чтобы элемент выглядел красиво. На верхний край оград сплющивают и заостряют, делая пики и увеличивая неприступность своего участка.
Чеканка делается по листу. Ударами с обратной стороны, постепенно изменяется форма материала, создается объемный рисунок или элемент для большого полотна.
Что можно сделать собственноручно?
Многие считают, что создать собственноручно качественное кованое изделие невозможно, другие полагают: ничего особо сложного в кузнечном деле нет, раз им с успехом занимались ещё наши предки в стародавние времена. И те, и другие ошибаются. Для того чтобы самому выковать даже небольшой элемент, нужны не только орудия труда и навыки, но и знания свойств металлов. Горячая ковка – тяжелый труд в условиях, которые весьма далеки от офисных. Что же делать?
Если нет желания строить кузницу и осваивать технологию кузнечного дела, можно ограничиться аналогом художественной ковки. Создадим сварную конструкцию из металлопрофиля и металлопроката, которую можно будет украсить готовыми деталями художественной ковки. Для этого нам будут нужны: источник электроэнергии; ровная поверхность для сборки изделия; болгарка с металлическими щетками, зачистными и отрезными кругами; нерястягивающаяся веревка, маркер; молоток, две шпильки; сварочный аппарат с маской, перчатками и электродами.

Даже без кузницы можно со временем научиться делать настоящие шедевры
В качестве материала будем использовать металлопрофиль, а также металлопрокат. Последний лучше брать меньшего сечения, поскольку тогда мы сможем его согнуть, не прибегая к особым условиям нагрева.









- Выбираем рисунок. Не усложняйте эскиз, который придется рисовать, потому что это первое Ваше изделие и металл – не особенно пластичный материал.
- Покупаем металл. Следует исходить из того, что длина стандартного прута – шесть метров. Нужно посчитать свою потребность в металле и взять его с небольшим запасом.
- Обработка. Доставленный материал лучше сразу очистить от ржавчины. Потом это сделать будет сложнее. Для этого используем надетую на болгарку щетку из металла.
- Сборка рамки. На ровной поверхности (стапель, верстак, стол) делаем рамку изделия. Её размеры учитываются по внешним поверхностям. Каждый из 4-х углов рамки будет иметь сварной шов. Чтобы рамку не перекосило, прихватываем сначала одну из сторон. Какая будет первой – все равно. По нескольку капель сварки капаем не верхний и нижний углы, после чего выравниваем диагональ, постукивая по неприваренным углам. После чего привариваем два оставшихся угла.
- Измерения. Наносим на поверхность (стол, ДСП, асфальт) будущий рисунок в масштаба 1:1. Для измерения его элементов берём веревку. Прикладываем веревку к элементам рисунка, как к трафарету. Так мы выясняем длину отрезков, на которые режем пруты.
- Деформация. Чтобы деформировать заготовки, нужно создать приспособление: на ровной поверхности привариваем в 2-3 см друг от друга два шпильки. Используя их и молоток, постепенно выгибаем пруты, постоянно сравнивая результат с трафаретом.
- Сборка и сварка. Раскладываем элементы на трафарет, собирая рисунок и подрезая лишнее. Аккуратно свариваем изделие с одной, а потом и с другой стороны.
- Чистка. Зачищаем всё лишнее.
- Готовые детали. Покупаем готовые элементы ковки, которые послужат украшением основы. Привариваем их на предназначенные для них места, зачищаем места сварки.
- Грунтовка и покраска. Грунт используется белый, чтобы видеть при покраске недочеты. Краска по свойствам должна сочетаться с грунтом.
- Шик и блеск. Привлекательность изделию придадут специальное состаривание или золочение.
Получившееся изделие по внешнему виду будет мало отличаться от кованого, а при определенных навыках, которые вырабатываются с опытом, можно научиться создавать настоящие шедевры.
Приемы холодной деформации
В этом виде ремесла используют несколько приемов изменения формы металлических изделий:
- Гибка. Это очень простой способ. Сначала конец заготовки надежно фиксируют, затем его сгибают вокруг оправки нужной формы, используя инструмент. В этом случае из-под рук мастера выходят завитки и вензеля разных форм и размеров.
- Кручение вдоль оси. Для выполнения операции достаточно самых простых тисков, но усилий она требует максимальных. В качестве заготовок используют прокат, имеющий ребра. На изделии круглого сечения результата не будет видно.
- Протяжка. Этот прием позволяет изменить сечение прута. Протяжку используют для оформления краев изделия. При навивке на оправку прут просто оттягивают. Для верхнего края заборов делают пики: изделие сначала сплющивают, потом заостряют.
- Чеканка. Ее производят по листовому металлу. Ударяя по нему с обратной стороны, создают объемный рисунок или отдельный элемент для большого изделия.
Кроме основных технологических приемов используют резку, сварку, шлифовку. В промышленности холодная ковка включает в себя большее количество операций — вырезку, гибку, калибровку, навивку, прошивку, и штамповку. Инструментами служат штампы, с помощью которых выпускают большие партии одинаковых изделий. В качестве главного оборудования используют мощные прессы.
Решетки, садовую мебель, ворота изготавливают из полос и прута, имеющего сечение от 8 до 14 мм. Изделия, сделанные по шаблону, собирают вручную. Кованые элементы заборов или балконных ограждений сваривают друг с другом, затем помещают в раму либо крепят к прочному основанию. Конструкции могут быть разными: как плоскими, так и объемными.
Нож, выкованный вручную
Запись прямой трансляции из «Кузницы Сварога», где ребята (кузнец и оператор) покажут, как выковать нож из плоского напильника, параллельно отвечая на вопросы зрителей. Кроме алгоритма работы, в видео дается следующая информация: какую печь экономнее использовать (на углях или на газу), как избежать окисления, до какого цвета нагревать напильник, сколько расходуется газа в горне, из чего состоит окалина, почему наковальня обматывается цепью, как эффективнее разгонять металл. Прежде чем приступить к основному, кузнец проведет вводную теоретическую часть: расскажет о высоте наковальни, приведет список необходимых инструментов, коснется понятия восстановительной и окислительной среды горна, техники безопасности.
Разновидности кузнечных работ
Ковка металла выполняется при помощи механического или ручного ударного инструмента – это может быть пресс или кувалда, причем пресс может работать от гидравлического, электрического или пневматического привода. Штамповка и ковка дают возможность получить детали, которые бывают разные по весу и размерам.
Использование ковки дает возможность повысить механические параметры стали и оптимизирует внутреннюю структуру. Именно по этой причине такие детали, как шатуны, делают с использованием ковки или штамповки. Ковку можно поделить на такие типы – ручная и машинная. Для ручной используют ударные инструменты ручного типа, к примеру, кувалду и молот, а все работы по обработке выполняют непосредственно на наковальне.
Обработка материала изготовления при помощи ударов, в свою очередь, разделяют на обработку в штампах и свободную ковку. Второй вид подразумевает сжатие заготовки между основанием и прессом. Формирование готового изделия происходит благодаря вспомогательным инструментам, применяемым кузнецом. При штамповке металл получает размеры и форму в пределах штампа инструмента.
Для того, чтобы изготовить отдельные детали, следует для начала сделать отдельный штамп. По сути, штамповка и ковка являются промежуточными операциями в технологии, которые помогают сделать заготовки, а те в будущем будут использовать и дополнительно обрабатывать посредством сварки или фрезеровки.
https://youtube.com/watch?v=hNvFXpD9vKA